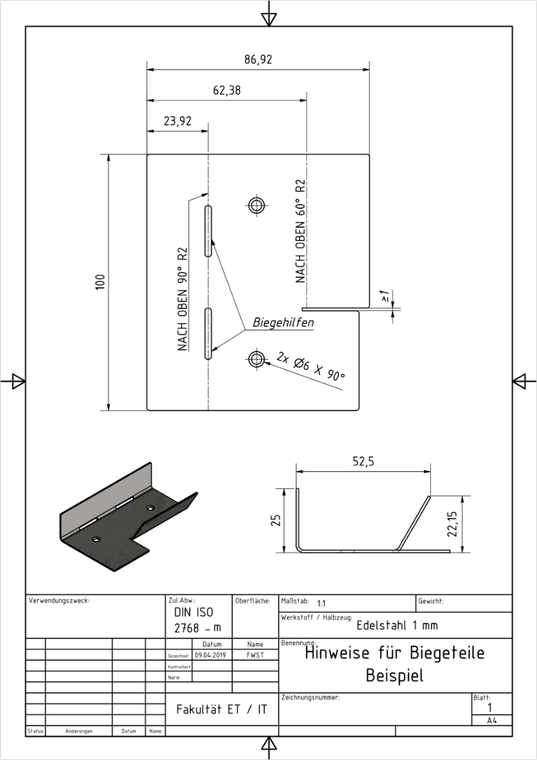
Hinweise für Biegeteile
Inhaltsverzeichnis
Verfahren: Schwenkbiegen
1. Konstruktion
- Materialsorte im CAD festlegen (z.B. Edelstahl, austenitisch)
- Biegeradius > Blechdicke
- mögliche Biegeradien sind R1, R2 und R5
- Schenkellänge ≥ 10 mm
- Schenkellängen bei U-Profilen sollten kleiner als der Schenkelabstand sein
- bei Edelstahl mit Blechdicke 1 mm und Biegelänge ab 100 mm oder Blechdicke > 1 mm sind Biegehilfen durch Unterbrechungen auf der Biegelinie erforderlich
- Ecken am Blechumfang und Ausklinkungen mit Radien ≥ Blechdicke abrunden
- Breite für Ausklinkungen ≥ 1 mm
- Senkungen müssen vollständig innerhalb des Bauteils liegen
2. Zeichnung
2.1. Abwicklung
- Angabe der Blechdicke der Konstruktion
- Maßzahlen mit 2 Nachkommastellen
- Bemaßung von größter paralleler Seite aus
- Bemaßung der gesteckten Länge
- Bemaßung aller Biegemittellinien
- Beschriftung aller Biegemittellinien mit Radius, Winkel, Biegerichtung
- Lagehinweis bei Verwechslungsgefahr von Vorder- und Rückseite des Bleches
- Senkungen müssen sichtbar und bemaßt sein
2.2. Fertigteil
- Fertigmaße aller Biegungen als Außenmaße, bei Winkeln ≠ 90° parallel und rechtwinklig zur jeweils größten Auflagefläche Vorbereitung zum Laserschneiden
- für Bohrungen für 90° Senkungen ist der Senkungskerndurchmesser anzugeben,
dieser berechnet sich aus dem Senkungsdurchmesser abzüglich 2-mal Blechdicke - Gewindekernlöcher sind nur zu markieren