Prozessbegleitende Ultraschallmessung (Inline)
Inhaltsverzeichnis
Prozessbegleitende Ultraschallmessung
An der Professur für Fügetechnik und Montage der Technischen Universität Dresden wurde das Ultraschallmodul 4.0 entwickelt. Das System baut auf dem Bosch Rexroth Ultraschallsystem PSQ 6000 auf und ist mit eigenen Ansteuerungs- und Auswertesystemen ausgestattet. Dazu werden ein Ultraschallsender (Aktormodul) an der oberen und ein Ultraschallempfänger (Sensormodul) an der unteren Schweißelektrode installiert. Während des Schweißprozesses wird die Fügestelle mit transversalen Ultraschallwellen, die eine Frequenz um 50 kHz aufweisen, durchschallt.
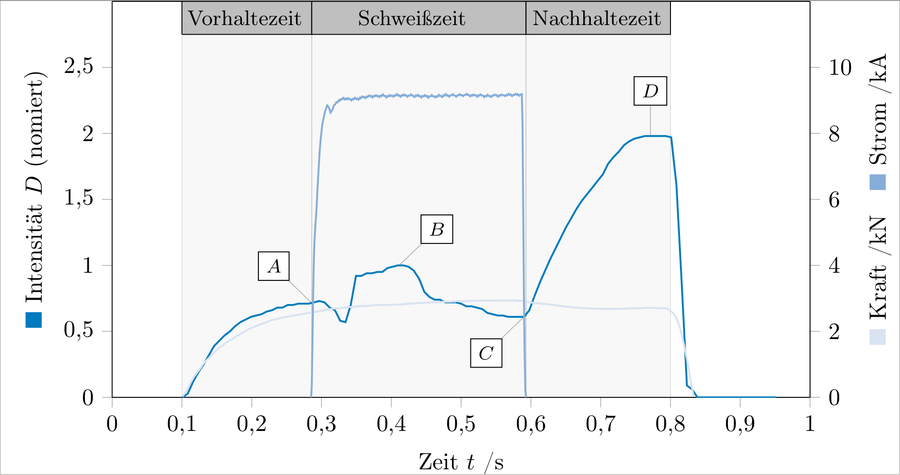
Abbildung 1: links: Punktschweißzange mit integriertem Ultraschallmodul 4.0 (1: Sendermodul, 2: Empfängermodul, 3: Aktormodul, 4: Sensormodul), rechts: Transmissionskurve einer Punktschweißverbindung mit den charakteristischen Punkten A, B, C und D
Das Ergebnis der prozessparallelen Durchschallung ist eine charakteristische Transmissionskurve nach Abbildung 3. Der Verlauf der Kurve wird dabei durch die prozessbedingte Veränderung der Schallimpedanzen und deren Einfluss auf das Übertragungsverhalten bestimmt (Tabelle 1).
| Vorhaltezeit ts (bis A) |
Zusammenpressen der Bleche | + Bessere Einkopplung der Schallwellen, steigende Intensität |
|---|---|---|
|
Stromflusszeit tw |
Einschalten des Schweißstroms |
- Sinkende Intensität mit Entstehen der Schmelzlinse |
|
Nachhaltezeit th |
Erstarren und Abkühlen der Fügeverbindung unter Krafteinwirkung der Elektroden | + Zunehmende Intensität mit Erstarrung der Fügestelle |
Die über den gesamten Schweißprozess aufgezeichnete Transmissionskurve gibt Aufschluss über die Qualität der Verbindung. Bild 2 verdeutlicht dies anschaulich an drei Schweißungen mit unterschiedlichen Durchmessern der Schweißlinsen. Zudem können Spritzer eindeutig nachgewiesen werden.
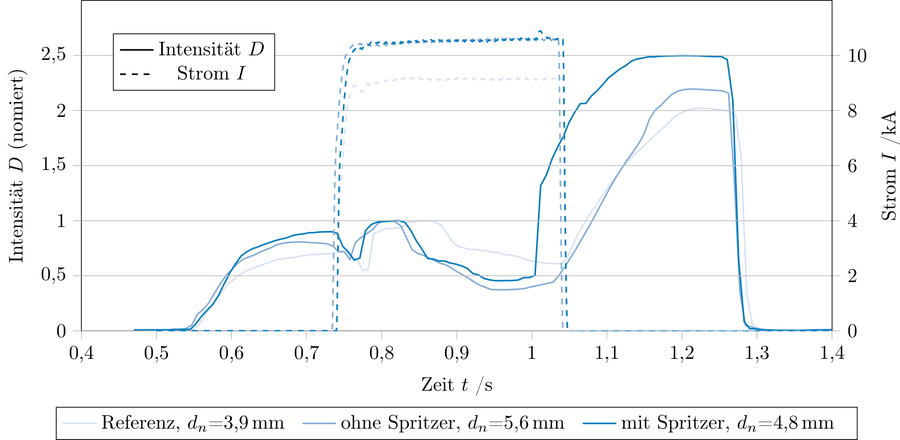
Abbildung 2: Transmissionskurve drei unterschiedlicher Schweißungen mit unterschiedlichen Durchmessern der Schweißlinsen
Simulation der Wellenausbreitung
Für ein besseres Prozessverständnis wird die Wellenausbreitung des Ultraschallmoduls mit der Finite-Elemente-Methode (FEM) simuliert. Für die Modellvalidierung werden mit Hilfe der Laser-Doppler-Vibrometrie die Schwingungen am rotierenden Aktormodul gemessen werden (Abbildung 3 links). Dabei wird das Modul mit einzelnen Spannungsimpulsen zum Schwingen angeregt. Dies ermöglicht eine Messung der Schallausbreitung über den gesamten Winkel φ von 0° bis 360°.
Die Messergebnisse in Abbildung 3 rechts zeigen, dass die größten Schwingungsamplituden in die Winkelrichtungen φ=90° und φ=270° mit einer Frequenz von 120 kHz auftreten. Es handelt sich somit um piezoelektrische Scherwandler.
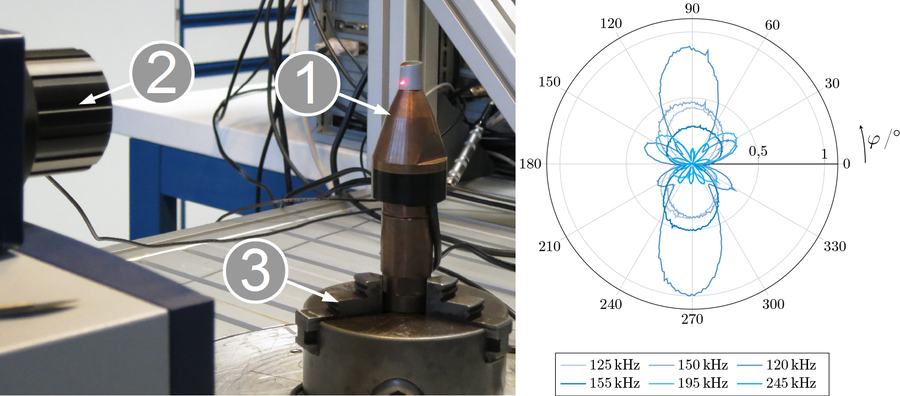
Abbildung 3: Messaufbau der Laser-Doppler-Vibrometrie
Aufbauend auf den Erkenntnissen der Laser-Doppler-Vibrometrie kann die Wellenausbreitung zunächst im Aktormodul in modelliert und simuliert werden. Im Modell erfolgt die Anregung der Piezoaktoren durch Spannungsimpulse, die denen des Ultraschallmoduls 4.0 nachempfunden sind. Dazu wird die elektromechanische Kopplung von Piezokeramiken genutzt. In einer ersten Modellevaluation werden ein Halb- und ein Vollmodell modelliert und miteinander verglichen. Zur weiteren Evaluation der Simulationsergebnisse werden diese denen der Laser-Doppler-Vibrometrie gegenübergestellt, um anschließend das Gesamtmodell zu simulieren. Zum Gesamtmodell gehören das Aktormodul, die Elektrodenkappen, die Stahlbleche, der untere Elektrodenschaft und das Sensormodul (Abbildung 4). Es werden insgesamt vier unterschiedliche Modelle berechnet. Jedes Modell entspricht einem charakteristischen Punkt der Transmissionskurve aus Abbildung 1. Dabei werden jeweils die Rand- und Kontaktbedingungen im Bereich der Punktschweißlinse nach Tabelle 1 definiert.
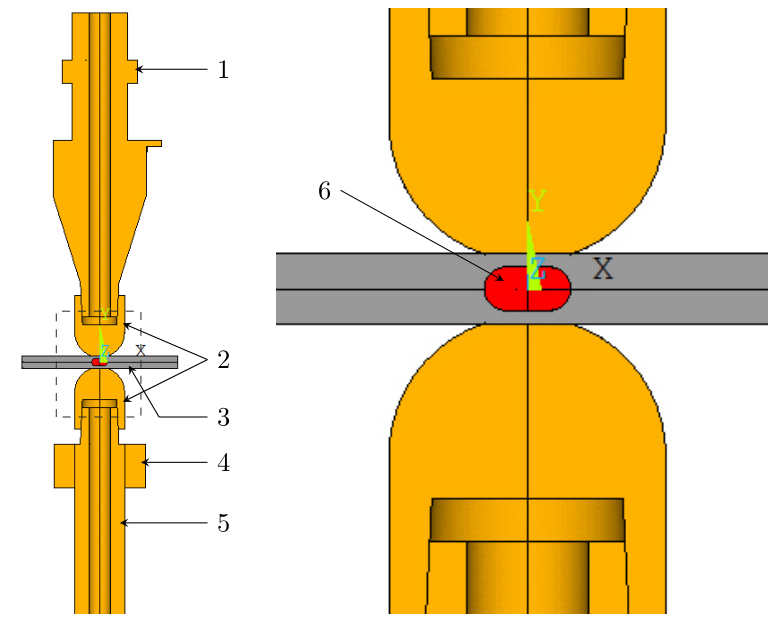
Abbildung 4: FE-Modell des Ultraschallmoduls 4.0 als Halbmodell (1: Aktormodul, 2: Elektrodenkappen, 3: Stahl-bleche, 4: Schaft, 5: Sensormodul, 6: Schmelzlinse)
| Charakteristische Punkte | Randbedingungen |
|---|---|
| A |
gleiche Impedanzen zwischen Kupfer und Stahl |
| B |
flüssige Schmelzlinse |
| C |
feste Schweißlinse |
| D | vor Beginn des Stromflusses |
Simulationsergebnisse
Aktormodul
Das Halbmodell weist nur geringfügige Unterschiede zum Vollmodell auf, die durch die definierte Symmetrieebene des Halbmodells hervorgerufen werden. Daher sind Halbmodelle für die anschließenden Simulationen in Anbetracht einer effizienteren Simulationsberechnung ausreichend. Beim Vergleich der Messergebnisse der Laser-Doppler-Vibrometrie mit den Simulationsergebnissen zeigt sich, dass die simulierten und gemessenen radialen Verschiebungen im gleichen Größenordnungsbereich liegen (siehe Abbildungen 5 und 6). Auch die Phasenverschiebungen zu konkreten Zeitpunkten und die Schwingungsmoden der Wellen stimmen dabei weitestgehend überein, wie der Abbildung 7 zu entnehmen ist. Die Abbildung zeigt auch, dass jedoch Abweichungen in den Frequenzbereichen auftreten, die auf die Unterschiede zwischen realer und simulierter Anregung und den geschätzten Materialkennwerten für die Simulationen zurückzuführen sind.
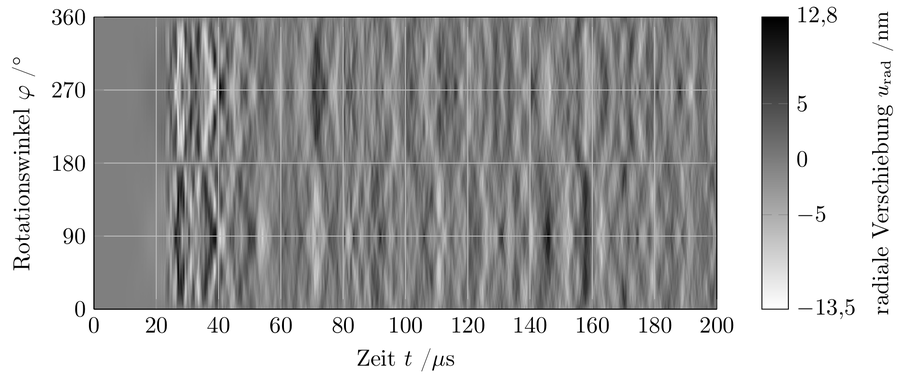
Abbildung 5: Simulierte radiale Verschiebungen als B-Bild der Laser-Doppler-Vibrometrie
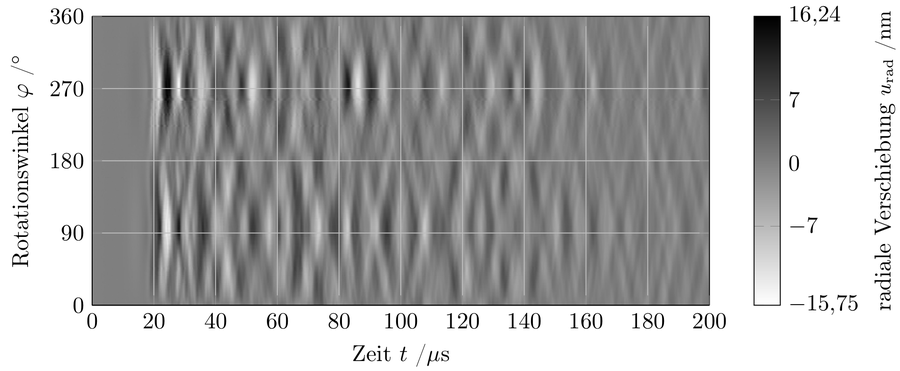
Abbildung 6: Gemessene radiale Verschiebungen als B-Bild der Laser-Doppler-Vibrometrie
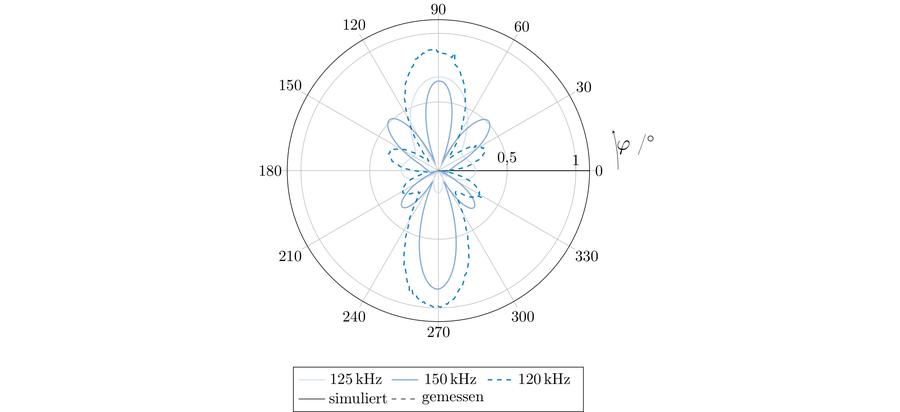
Abbildung 7: Simulation der Laser-Doppler Vibrometrie
Gesamtmodelle
Die Wellenausbreitung für die jeweiligen charakteristischen Punkte ist in Form von Contour-Plots in Abbildung 8 dargestellt. Dabei zeigt sich, dass die Ausbreitung durch die vorherrschenden Randbedingungen in der Kontaktzone beeinflusst wird. Die flüssige Schmelze (B) stellt ein Hindernis für die Ausbreitung der Welle dar. Diese läuft jedoch an den Rändern vorbei und ist danach wieder homogen über den Querschnitt verteilt. Die Ergebnisse der Simulationsmodelle zeigen, dass sowohl qualitative als auch quantitative Übereinstimmungen mit den experimentell erfassten Messergebnissen existieren. Die Unterschiede zwischen Simulation und Realität sind auf die derzeit nicht vorhandenen Informationen bezüglich der Material- und Geometriedaten des Senders und Empfängers des US-Moduls 4.0 zurückzuführen.
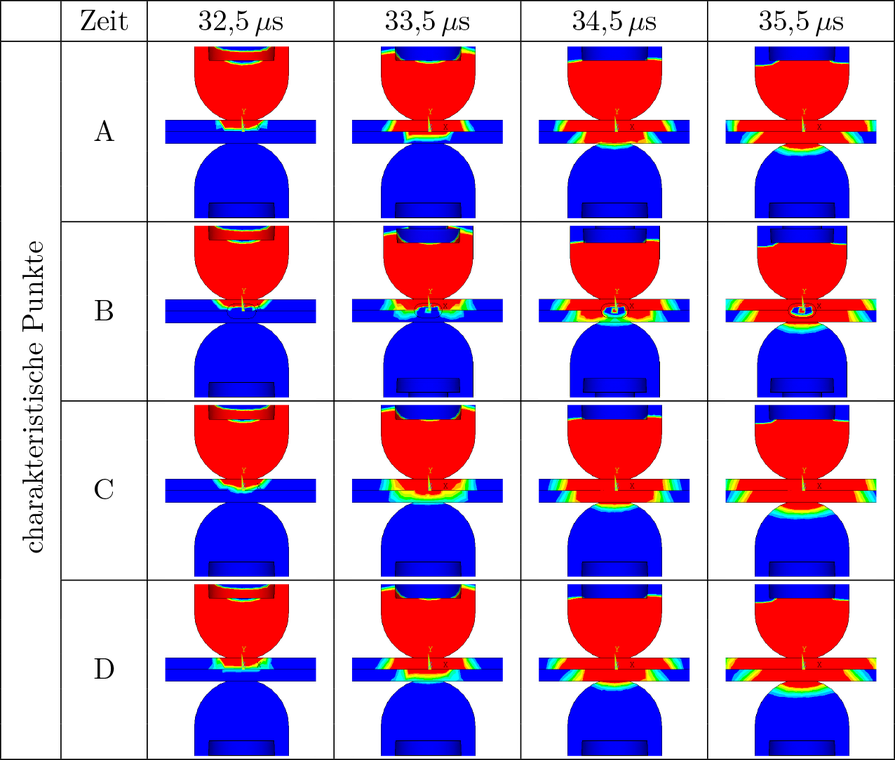
Abbildung 8: Verschiebungen in x-Richtung der Gesamtmodelle an den charakteristischen Punkten A, B, C und D der Transmissionskurve im zeitlichen Verlauf von t=32,5 µs bis t=35,5 µs
Veröffentlichungen
AUTOR
Mathiszik, Christian ; Christoph Großmann ; Zschetzsche, Jörg ; Heide Marcus ;Füssel, Uwe
TYP DER VERÖFFENTLICHUNG
VERÖFFENTLICHT IN
22. DVS-Sondertagung Widerstandsschweißen, Duisburg
ERSCHEINUNGSJAHR
2013
DOI
10.13140/RG.2.1.3640.7764
AUTOR
Mathiszik, Christian ; Christoph Großmann ; Zschetzsche, Jörg ; Füssel, Uwe
TYP DER VERÖFFENTLICHUNG
VERÖFFENTLICHT IN
34. Assistentenseminar Füge- und Schweißtechnik, DVS-Berichte 304, Verlag für Schweißen und verwandte Verfahren, DVS-Verlag , Düsseldorf
ERSCHEINUNGSJAHR
2014
ISBN
978-3-945023-01-3