Applikation
Kathodenfokussierter WIG-Brenner
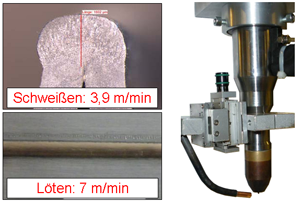
Die Energiedichte beim WIG-Schweißen wird in entscheidendem Maße vom Lichtbogenansatz an der Kathode bestimmt.
Durch das Einfassen einer kurzen, 6,4mm dicken Wolframelektrode in einem Kupfersockel und die spezielle Brennerkonstruktion kann die Kathode extrem gut gekühlt werden. Dies führt zu einer Minimierung der Thermoemissionsfläche und damit zu einer Konzentration des Lichtbogenansatzes auf die Kathodenspitze.
Die Anwendung dieses Schweißbrenners mit kathodenfokussiertem Lichtbogen ermöglicht schmale, laserähnliche Nähte und hohen Vorschubgeschwindigkeiten. Die Strombelastbarkeit des Brenners liegt bei bis zu 1000A, so dass der Prozess auch für Anwendungen im Dickblechbereich geeignet ist, z. B. für das WIG-Stichlochschweißen. Die einschraubbare Kathode garantiert auch nach dem Verschleißteilwechsel eine sehr genaue Lage des TCP.
Tandemschweißen
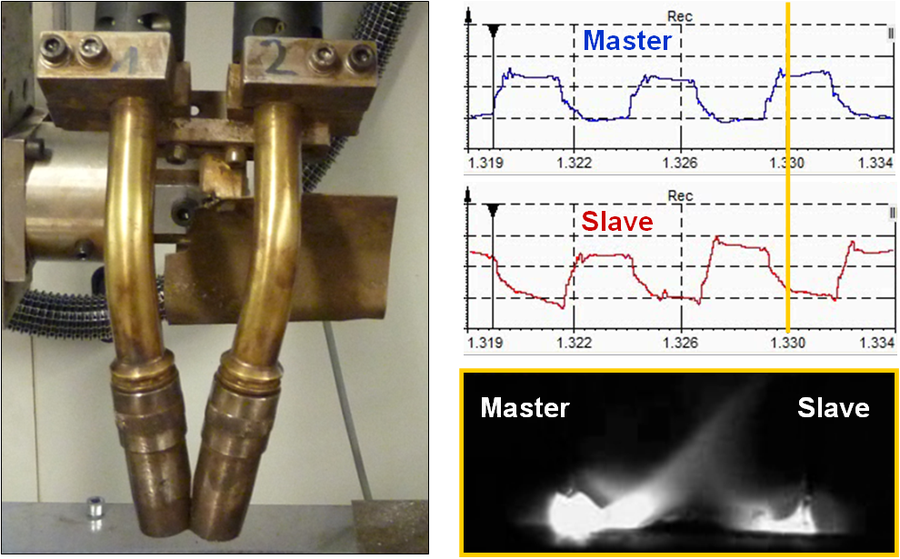
Tandemschweißen ist ein Metallschutzgas (MSG) Verfahren bei dem zwei potential-getrennte Lichtbögen in einem gemeinsamen Schmelzbad wirken. Das Verfahren ermöglicht eine hohe Abschmelzleistung und zum Teil auch hohe Schweißgeschwindigkeiten. Deshalb wird das Tandemschweißen auch als ein Hochleistungsverfahren eingeordnet.
Durch die Kombination des Tandemschweißens mit einem oder mehreren Zusatzdrähten, die zusätzlich (kalt) zwischen den beiden Lichtbögen ins Schmelzbad geführt werden, wird beabsichtigt:
- die Baddynamik und die Prozessstabilität positiv zu beeinflussen und
- temperaturempfindliche Zusatzwerkstoffe (Pseudolegierungen oder Nanopartikel) in das Schmelzbad einzubringen.
Plasmastichlochschweißen im Schiffbau
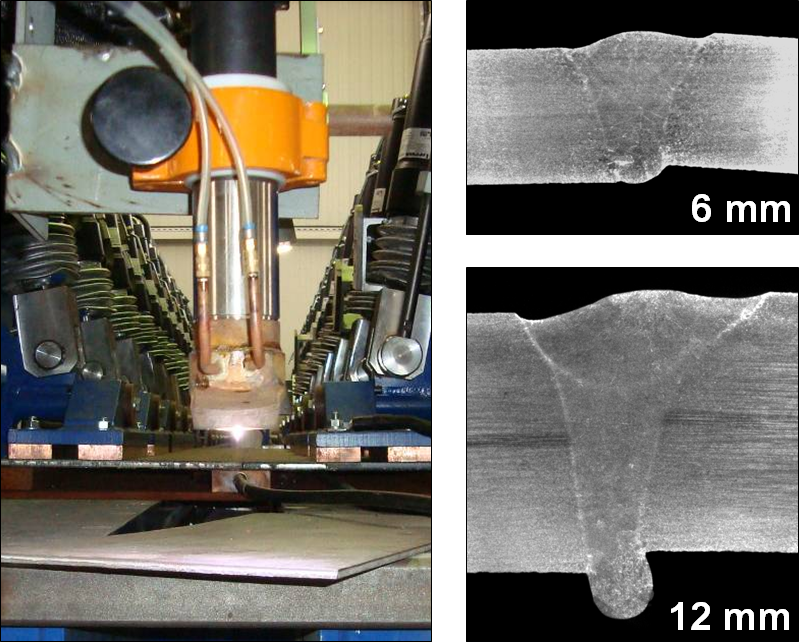
Das Plasmastichlochschweißen ist ein weit verbreitetes Verfahren zum Schweißen im Anlagen- und Behälterbau. Das Schweißen mit Stichloch ermöglicht Schweißnähte mit einem hohen Verhältnis von Nahttiefe zu Nahtbreite (Aspekt).
Die Technologie ist bisher vor allem für hoch legierte Stähle bis 12 mm Dicke etabliert. In Werften werden dagegen un- und niedrig legierte Stähle verwendet.
Das Stichlochschweißen dieser Stähle ist schwierig, da das Schweißgut durch eine niedrige Viskosität und Oberflächenspannung gekennzeichnet ist und häufig durchfällt. Durch eine Weiterentwicklung von Schweißbrenner und Schweißverfahren für Anwendungen bis 600 A ist es gelungen, Baustahl bis zu einer Blechdicke von 12 mm mit dem Plasmastichlochverfahren zu schweißen. Hierzu wurden die Bleche einseitig in I-Naht und ohne mechanische Nahtvorbereitung geschweißt. Alle Anforderungen der Klassen werden erfüllt.