Application
Cathode focused TIG torch
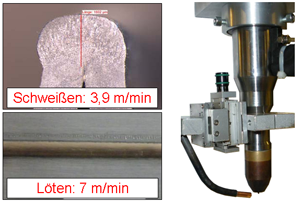
The energy density in TIG welding is determined to a large extent by the arc start position at the cathode.
By enclosing a short, 6.4 mm thick tungsten electrode in a copper base and the special torch design, the cathode can be cooled extremely well. This minimizes the thermal emission area and thus concentrates the arc start position on the cathode tip.
The use of this welding torch with a cathode-focused arc facilitates narrow, laser-like joints with high feed rates. The torch has a current carrying capacity of up to 1000 A, making the process suitable for thick plate applications such as TIG keyhole welding. The screw-in cathode guarantees an extremely precise tool center point position even after the wear part has been replaced.
Tandem welding
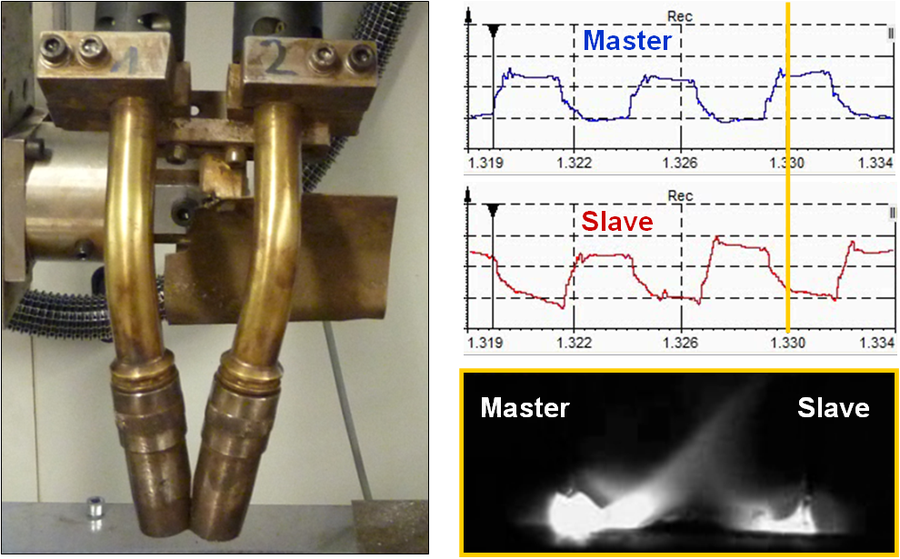
Tandem welding is a gas metal arc welding (GMAW) process in which two potentially separated arcs work together in a common weld pool. This processes enables high deposition rates and also high welding speeds in some cases. For this reason, tandem welding is also classified as a high-performance process.
By combining tandem welding with one or more additional wires, which are additionally (cold) fed into the weld pool between the two arcs, we aim to:
- Positively influence the pool dynamics and the process stability
- Introduce temperature-sensitive filler materials (pseudoalloys or nanoparticles) into the weld pool
Plasma keyhole welding in shipbuilding
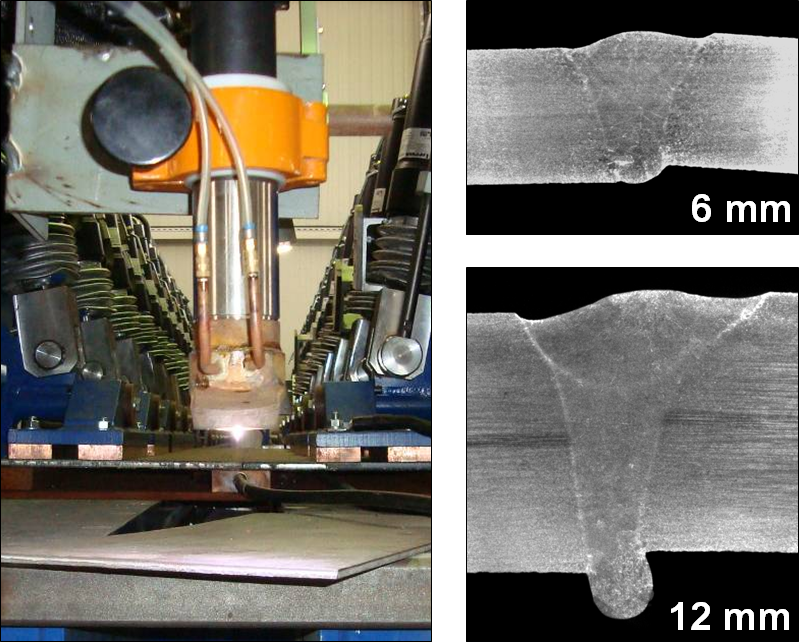
Plasma keyhole welding is a widely used welding process in plant and container construction. Welding with a keyhole facilitates welds with a high ratio of joint depth to joint width (aspect ratio).
This technology has been established mainly for high-alloy steels with a thickness of up to 12 mm. Shipyards, on the other hand, use unalloyed and low-alloy steels.
Using the keyhole welding process with these types of steel is difficult, as the weld material is characterized by low viscosity and surface tension and often gives way. Developments in the torch and welding process for applications up to 600 A has made it possible to weld mild steel up to a plate thickness of 12 mm using the plasma keyhole process. For this purpose, the plates are welded on one side in a square butt welding joint, without mechanical joint preparation. All class requirements have been met.