Resistance spot welding at Technische Universität Dresden
Resistance spot welding
Resistance spot welding belongs to the group of conductive resistance pressure welding processes. Because of the low demands on the preparation of the joints and the high productivity, the process is often used for welding thin sheets. In the automotive industry, mainly two or three steel sheets are welded. With the continuing trend toward lightweight construction, the focus is increasingly on new high-strength steel alloys, light metals, especially aluminum alloys, but also mixed joints of steel and aluminum alloys. This poses new challenges for the process in terms of process stability and productivity.
Resistance spot welding is carried out by water-cooled electrodes which are pressed onto the sheets with a defined force and through which a welding current flows. Usually, the welding current is introduced into the system as 50 Hz alternating current or, via a medium-frequency inverter, as direct current. The current flow can occur in several pulses. The weld spot is generated at the contact area between the sheets (see Figure 1).
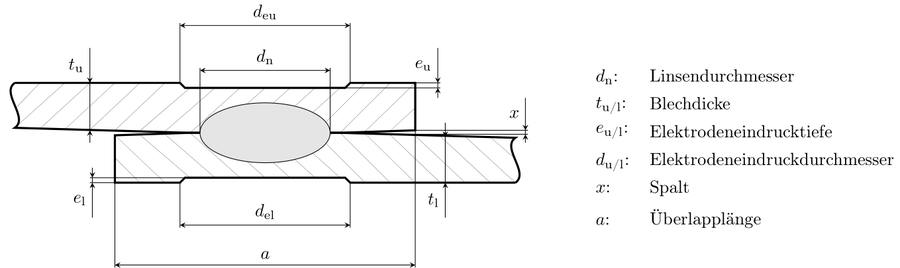
Bild 1: Schematischer Aufbau einer Schweißlinse
Compared to capacitor discharge welding, lower currents (steel up to 18 kA, aluminum up to 60 kA) and longer welding times (steel up to the seconds range, aluminum up to 200 ms) are used. The schematic time curve for spot welding can be seen in Figure 2.
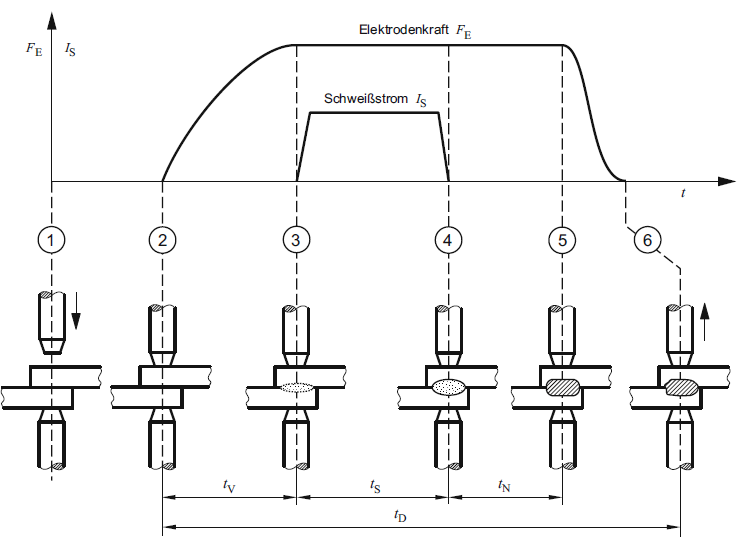
Bild 2: Prozessschritte beim Widerstandspunktschweißen
The weld and nugget diameters can be analyzed via destructive and non-destructive testing methods
Equipment
- 6-axis industrial robot (See Fig. 3)
- C-type welding gun
- for steel: current up to 18 kA; force: 3.5 kN
- for aluminum: current up to 60 kA; force: 8 kN
- Two welding power sources with a medium frequency inverter (1000 Hz)
- 50 Hz welding power source in stud construction
- 50 Hz manual welding power source
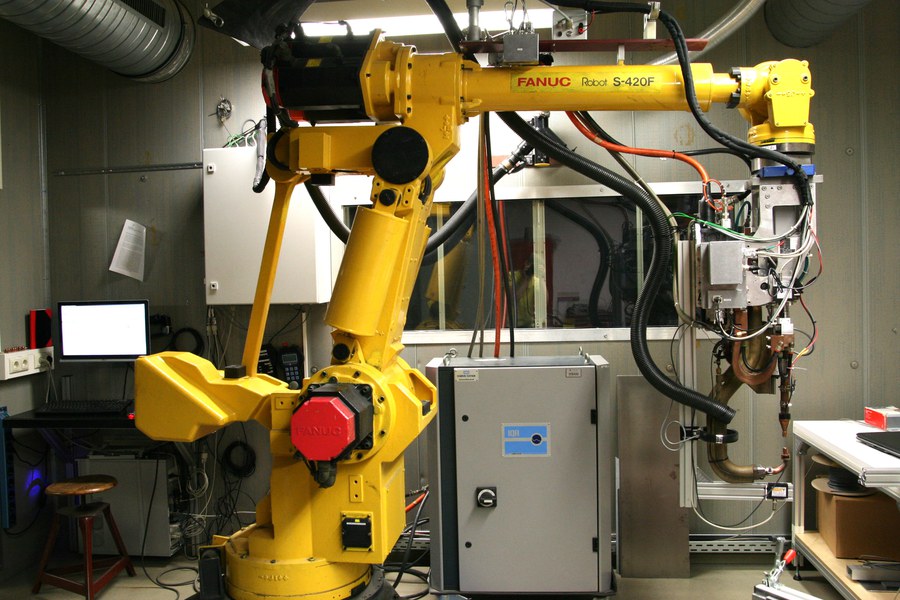
Bild 3: Versuchstand der TU Dresden zum Widerstandspunktschweißen
Process monitoring
Figure 4 schematically shows the process monitoring available in the experimental field of the TU Dresden.
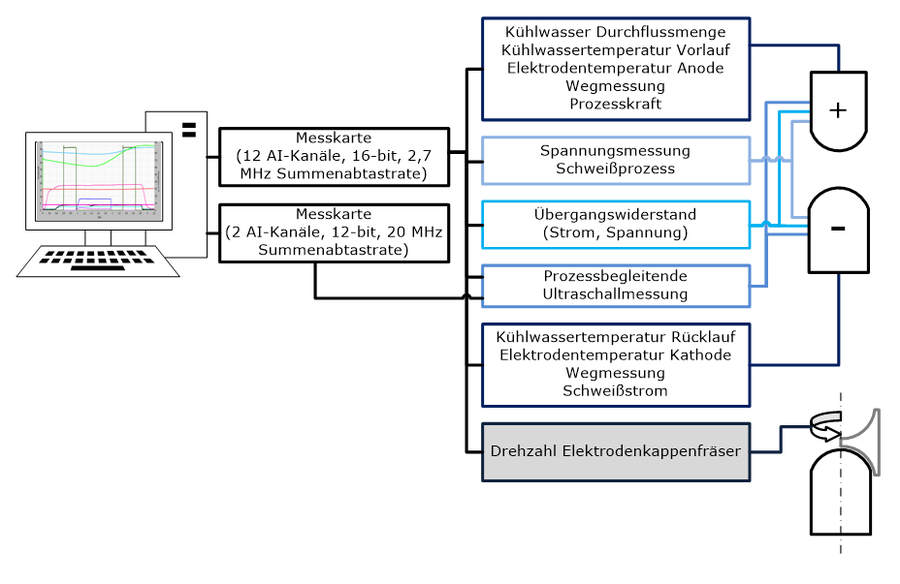
Bild 4: Prozessüberwachung an der TU Dresden
Contact
 © Sven Ellger/TUD
© Sven Ellger/TUD
Scientist, IWE
NameMr Dr.-Ing. Johannes Koal
Research Group Leader of Thermal Joining
Send encrypted email via the SecureMail portal (for TUD external users only).
Visiting address:
Zeuner-Bau [ZEU], Room 327D Helmholtzstraße 5
01069 Dresden
Germany