Widerstandspunktschweißen an der Technischen Universität Dresden
Inhaltsverzeichnis
Das Widerstandspunktschweißen
Das Widerstandspunktschweißen zählt zu der Gruppe der konduktiven Widerstandspressschweißverfahren. Wegen der geringen Ansprüche an die Vorbereitung der Fügestellen und der hohen Produktivität wird das Verfahren vielfach zum Schweißen von dünnen Blechen eingesetzt. In der Automobilindustrie werden hauptsächlich 2 bzw. 3 Blechverbindungen aus Stahl geschweißt. Mit dem anhaltenden Trend zum Leichtbau rücken zunehmend immer neue hochfeste Stahllegierungen, Leichtmetalle, insbesondere Aluminiumlegierungen aber auch Mischverbindungen aus Stahl- und Aluminiumlegierungen in den Fokus. Dies stellt das Verfahren im Hinblick auf Prozessstabilität und Produktivität vor neue Herausforderungen.
Das Widerstandspunktschweißen erfolgt durch wassergekühlte Elektroden, die mit einer definierten Kraft auf die Bleche gepresst und von einem Schweißstrom durchflossen werden. Üblicherweise wird der Schweißstrom als 50 Hz Wechselstrom oder über einen Mittelfrequenz-Inverter als Gleichstrom in das System eingebracht. Der Stromfluss kann in mehreren Impulsen erfolgen. An der Kontaktstelle der Bleche entsteht ein linsenförmiger Schweißpunkt (siehe Abbildung 1).
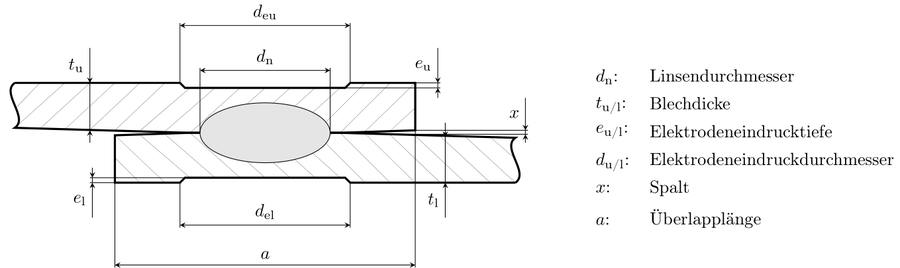
Bild 1: Schematischer Aufbau einer Schweißlinse
Im Vergleich zum Kondensatorentladungsschweißen werden geringere Ströme (Stahl bis 18 kA, Aluminium bis 60 kA) und längere Schweißzeiten (Stahl bis in den Sekundenbereich, Aluminium bis 200 ms). Der schematische zeitliche Verlauf beim Punktschweißen ist in Abbildung 2 ersichtlich.
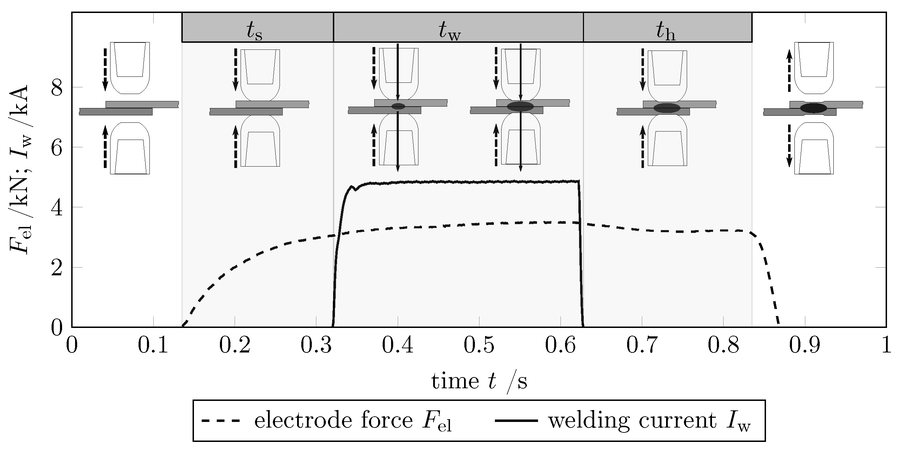
Bild 2: Prozessschritte beim Widerstandspunktschweißen
Die Punkt- und Linsendurchmesser können über zerstörende und zerstörungsfreie Prüfmethoden analysiert werden.
Anlagentechnik
- Portalschweißanlage mit Integration zwei elektrischer System
(Kondensatorentladung (KE), Mittelfrequenz-Invertertechnik (MFDC))- Elektrodenkräfte bis zu 30 kN
-
KE-Schweißen (210kA in 2,1ms): Mehrkondensatorentechnik (4 Kondensatoren; 1300V); Getaktete Kondensatortechnik (2kHz)
-
MFDC-Schweißen (ca. 55kA): Konstantstrom-, Spannungs- und Leistungsregelung, HSC-Schweißen
- Schweißzangen in C-Bauform
- für Stahl: Schweißstrom: bis 18 kA, Kraft bis 3,5 kN
- für Aluminium: Schweißstrom: bis 60 kA, Kraft bis 8 kN
- Schweißstromquellen mit einem Mittelfrequenzinverter (1000 Hz)
- 50 Hz Schweißstromquelle in Ständerbauweise
- 50 Hz Handschweißzange

Versuchsstand zum Widerstandspunktschweißen von Stahl mit Möglichkeiten zur prozessnahen Bewertung des Elektrodenverschleißes
Prozessüberwachung
In Abbildung 4 ist schematisch die Prozessüberwachung dargestellt, die im Versuchsfeld der TU Dresden zur Verfügung steht.
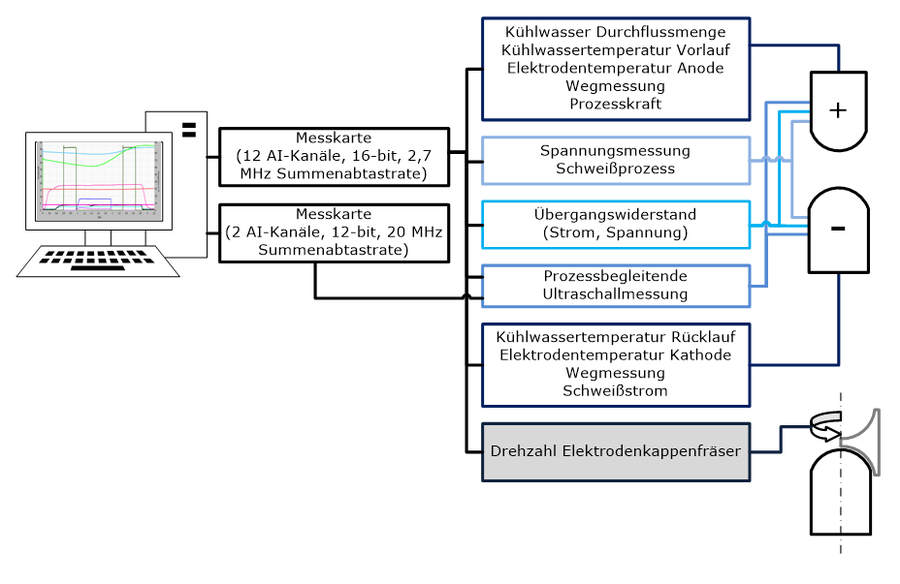
Bild 4: Prozessüberwachung an der TU Dresden
Ansprechpartner
 © Sven Ellger/TUD
© Sven Ellger/TUD
Wissenschaftlicher Mitarbeiter, SFI
NameHerr Dr.-Ing. Johannes Koal
Forschungsgruppenleiter Thermisches Fügen
Eine verschlüsselte E-Mail über das SecureMail-Portal versenden (nur für TUD-externe Personen).
Besuchsadresse:
Zeuner-Bau [ZEU], Raum 327D Helmholtzstraße 5
01069 Dresden
Deutschland