Modellbasierte Bahnplanung
Inhaltsverzeichnis
Wichtige Daten im Überblick
| Projekttitel: | Grundlagen für den effizienten Einsatz mehrachsig interpolierender Servoantriebe in Verarbeitungsmaschinen |
|---|---|
| Laufzeit: | 10/2010 – 06/2013, 01/2015 – 06/2017, 10/2018 – 09/2020 |
| Verbundvorhaben: | ja |
| Finanzierung: | DFG #182157057 |
| Bearbeiter: |
Dipl.-Ing. Olaf Holowenko ehem. Bearbeiter: Dr.-Ing. Bernd Kauschinger ; Dr.-Ing. Andreas Mühl |
|
Kooperation: |
Institut für Naturstofftechnik, Professur für Verarbeitungsmaschinen/Verarbeitungstechnik (VAT) Prof. Dr.-Ing. Jens-Peter Majschak |
| Logline: | An Maschinen treten immer wieder störende Effekte auf (z.B. Schwingungen), die von der Bewegungsgeschwindigkeit des Werkzeuges abhängig sind. Im Projekt wurde ein Ansatz entwickelt, mit dem diese Effekte teilweise beherrscht und die Bewegungsgeschwindigkeiten in mehreren Beispielprozessen signifikant gesteigert werden konnten. |
Problemstellung und Ziele
Verarbeitungsmaschinen dienen der automatisierten Produktion von Massenbedarfsgütern. Aus wirtschaftlicher Sicht wird dabei eine Erhöhung der Produktausbringung bei gleichzeitiger Individualisierung der Produktion gefordert. Diesen Forderungen wird oft Rechnung getragen, indem einerseits durch effiziente Nutzung der Maschine die Arbeitstaktrate gesteigert wird. Andererseits werden durch den Einsatz von Servoantrieben konventionelle mechanische Lösungen durch leicht anpassbare und schnell austauschbare steuerungstechnische Lösungen ersetzt. Durch die damit verbundene Verkürzung unproduktiver Nebenzeiten kann die Gesamtverfügbarkeit erhöht werden.
Durch Steigerung der Arbeitstaktrate ändern sich prinzipbedingt die zeitlichen Verläufe der Bewegungsgrößen (Bild 1, detailliert beschrieben in [GKH13]). Dies führt oft zu unerwünschten Effekten wie z. B. instabilen Prozessen, sinkender Produktqualität, erhöhtem Energieverbrauch, Lärm oder Schwingungen. Die Steigerung der Arbeitstaktrate ist dadurch grundsätzlich auf ein enges Prozessfenster begrenzt, in dem die gestellten Anforderungen eingehalten werden.
Im Projekt wurde dies am Beispiel des innermaschinellen Transportes kleinformatiger Stückgüter (z. B. Schokoriegeln) untersucht. Bild 1 zeigt in der Mitte eine Prinzipskizze der dabei eingesetzten Transportmechanik. Das als Kammgreifer ausgeformte Arbeitsorgan wird über eine zweidimensionale, servomotorisch angetriebene, nichtlineare Kinematik bewegt. Es bewegt das Stückgut in jedem Arbeitstakt von einer Rastposition zur nächsten, in der weitere Verarbeitungsschritte durchgeführt werden können (z. B. Verpacken des Riegels).
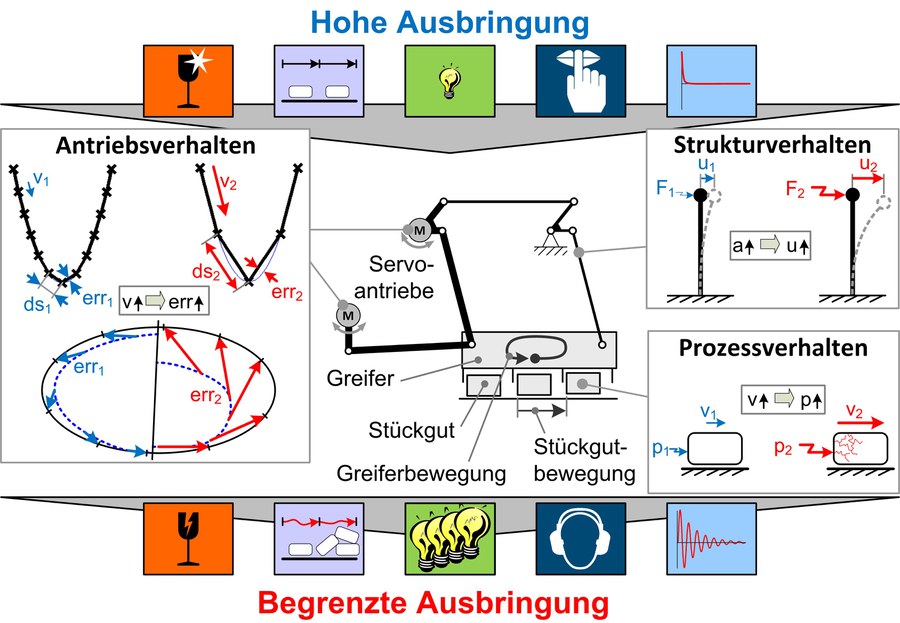
Bild 1: Gründe für die begrenzte Ausbringung von Verarbeitungsmaschinen
Die folgenden zwei Videos zeigen am Beispiel eines klassischen Riegel-Transportprozesses, wie sich das Prozessverhalten bei Erhöhung der Taktrate ändert. Während bei Ausführung mit 1 Hz der Riegel korrekt positioniert wird, ist eine Ausführung mit 2 Hz aufgrund der zu großen Verzögerung des Arbeitsorgans und damit einhergehenden unkontrollierten Rutschens des Riegels nicht möglich.
Video 1: Klassischer Bewegungsansatz des Stückguttransports bei 1 Hz Maschinengeschwindigkeit (erfolgreich)
Zur Abschwächung störender Effekte erscheinen prinzipiell zwei Maßnahmen als geeignet:
- Anpassung der Bewegungsvorgabe an das Verhalten der Maschine durch Berücksichtigung relevanter, taktratenabhängiger Effekte beim Bewegungsdesign.
- Verhaltensoptimierte Systemgestaltung derart, dass relevante, taktratenabhängige Effekte in ihrer Wirkung reduziert werden, z. B. durch Optimierung von Struktur (z. B. Leichtbau, Massenausgleich), Steuerung und Regelung oder Prozess.
Mit diesen Maßnahmen lassen sich nicht nur die Arbeitstaktraten konventioneller Prozesslösungen steigern. Zusätzlich bilden sie auch eine Basis, um alternative Prozesslösungen zu erschließen, mit denen ein noch höheres Leistungspotential erreichbar ist.
Lösungsansatz
Es wurde ein Lösungsansatz entwickelt und verifiziert, der auf drei Kernpunkten (siehe Bild 2) basiert. Ziel ist die Erhöhung der Arbeitstaktrate und damit eine Steigerung der Produktivität der Verarbeitungsmaschine durch Erschließung bisher ungenutzter Potenziale von Servoantrieben.
- Verwendung erweiterter Verhaltensmodelle bei Entwurf und Optimierung der Arbeitsorganbewegung. Hierfür wurde an der Professur für Verarbeitungsmaschinen / Verarbeitungstechnik (VM/VAT) das Konzept einer Optimierungsumgebung entwickelt und beispielhaft umgesetzt. In den verwendeten Modellen wird das taktratenabhängig veränderliche Systemverhalten (inkl. Antriebe, Struktur, Verarbeitungsprozess) abgebildet, welches insbesondere bei hohen Taktraten relevant ist.
- Die damit für ausgewählt Taktraten optimierten Bewegungen werden zu taktratenabhängigen Bewegungsvorgaben zusammengefasst. Beim Ausführen der Bewegung wird für die aktuell geforderte Taktrate eine optimale Vorgabe bestimmt und abgearbeitet. Dabei wird ausgenutzt, dass mit modernen Servoantrieben die Variation der Bewegungsvorgaben auch im laufenden Betrieb sehr einfach möglich ist.
- Da ein solches Vorgehen bisher in keinem anderen Ansatz verfolgt wird, mussten auch die zur Ausführung erforderlichen erweiterten Steuerungsfunktionalitäten entwickelt und verifiziert werden. Dies war Arbeitsschwerpunkt am Institut für Werkzeugmaschinen und Steuerungstechnik (IWM).

Bild 2: Kernpunkte des Lösungsansatzes zur Umsetzung der modellbasierten Bahnplanung
Ergebnisse und Funktionsnachweis
Abarbeitung von taktratenabhängigen Bewegungsvorgaben
Am Beispiel der Bewegungsgenauigkeit am Greifer wurde der Vorteil taktratenabhängiger Bewegungsvorgaben nachgewiesen [HKI17]. Ist eine Bewegungsgenauigkeit des Greifers (gemessen an der Motorwelle) von 35 µm innerhalb der Gesamtbewegung erlaubt, ist im Beispiel eine Taktrate von 1,4 Hz zulässig (Bild 3). Durch den Einsatz weiterer, optimierter Bewegungsvorgaben konnte die zulässige Taktrate auf 3,8 Hz um 171 % gesteigert werden.
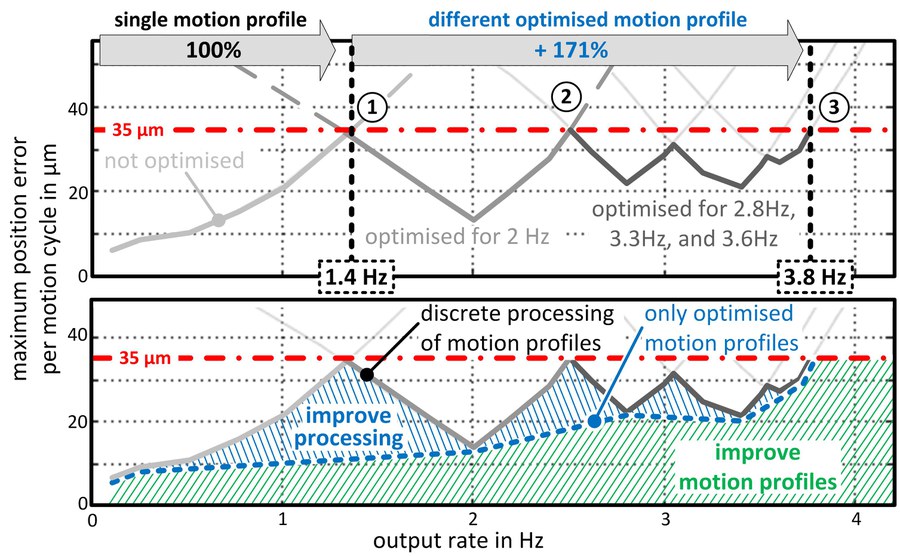
Bild 3: Steigerung der Ausbringung um 171% mit taktratenabhängigen Bewegungsvorgaben [HKI17]
Es wurde experimentell nachgewiesen, dass durch eine geeignete Abarbeitung der Vorgaben die Genauigkeit mit wenig Aufwand deutlich gesteigert werden kann. Beim Einsatz von Linearinterpolation zwischen benachbarten Bewegungsvorgaben konnte eine Genauigkeitssteigerung von 31% erreicht werden, Bild 4.

Bild 4: Verbesserung der Bewegungsgenauigkeit um 31% durch kontinuierliche Abarbeitung [HKI17]
Synthese und Anwendung optimierter Bewegungsvorgaben
Zur praktischen Umsetzung von taktratenabhängigen Bewegungsvorgaben wurde das klassische Transportprinzip des intermittierenden Transports (vgl. Video 1) so abgeändert, dass das Stückgut beschleunigt und anschließend seiner Eigenbewegung (freies Gleiten) überlassen wird, bis es abschließend von der gegenüberliegenden Zinke aufgefangen wird (siehe Video 3).
Video 3: Neuartiger modellbasierter Bewegungsansatz des Stückguttransports bei 3 Hz Maschinengeschwindigkeit
Zur Umsetzung dieses Transportansatzes müssen für jede Taktrate optimale Trajektorien berechnet werden, die den Prozess berücksichtigen. Hierfür wurde ein Template des Geschwindigkeitsprofils (siehe Bild 5, a) entworfen, dessen freie Parameter im Rahmen einer Optimierungsrechnung für das Prozessverhalten der jeweiligen Taktrate bestimmt worden sind. Als Ergebnis dieser Berechnungen ist ein Kennfeld erstellbar (siehe Bild 5, b), das mehrere optimale Bewegungsvorgaben verbindet, sodass für jede Taktrate eine spezifische Bewegung vorgegeben werden kann.

Bild 5: a) Berechnungsschema für einzelnes Geschwindigkeitsprofil und b) berechntes Kennfeld für mehrere Abarbeitungsgeschwindigkeiten. Nach [TSM+18a]
Mit Hilfe dieses Ansatzes ist die Maschinengeschwindigkeit auf bis zu 5 Hz steigerbar (siehe Video 4, 5).
Video 4: Neuartiger modellbasierter Bewegungsansatz des Stückguttransports bei 5 Hz Maschinengeschwindigkeit
Experimentell wurde auch untersucht welche Abarbeitungsstrategie bei der Umsetzung der optimierten Bewegungen genutzt werden sollte. Daher wurden beide Strategien mit denselben optimalen Bewegungsvorgaben ausgeführt und für jede Taktrate der Positionierungsfehler des Stückgutes von Soll-Position am Ende des Fördervorgangs erfasst (siehe Bild 6). Es wird deutlich, dass die kontinuierliche Abarbeitung gegenüber der diskreten Abarbeitung um bis zu 84% bessere Ergebnisse liefert und in dem Maschinengeschwindigkeitsbereich von 2 - 5 Hz nie Positionierungsabweichungen von mehr als 0,5 mm auftreten.

Bild 6: Gemessener Postionierfehler des Produktes für unterschiedliche Abarbeitungsgeschwindigkeiten. Dargestellt sind die Messungergebnisse aus [TSM+18b], Bilder 11 und 12.
Prozesskontrolle
Zur Überwachung des Prozesses bei hohen Maschinengeschwindigkeiten und der Vermeidung von Kollisionen, wurden verschiedene Möglichkeiten der Prozesskontrolle implementiert und evaluiert. Zum einen wurde eine Positionskontrolle des Stückgutes unter Verwendung photogrammetrischer Messungen umgesetzt (siehe Video 6). Hierbei wird mit Hilfe von Markern die Position des Stückgutes zu jedem Zeitpunkt der Bewegung erkannt und im Falle einer Abweichung zu einer bestimmten Überprüfungszeit ein Not-Aus-Signal induziert.
Auf Grund des hohen messtechnischen Aufwandes sowie den hohen Kosten von High-Speed-Kameras wurde zum Vergleich eine einfachere Methode zur Prozesskontrolle implementiert, die mit Hilfe von Lichtschranken die Sollposition des Stückgutes überwacht (siehe Video 7).
Dieser Ansatz funktioniert ebenso robust und schnell wie die photogrammetrische Messung, ist vergleichsweise kostengünstiger, besitzt aber den Nachteil, dass eine Veränderung des zu überwachenden Ortes immer mit einer mechanischen Veränderung und einem entsprechenden Eingreifen verbunden ist.
Veröffentlichungen
[HDM11] Holzweißig, J. ; Döring, M. ; Majschak, J.-P. : Simulation und modellbasierte Optimierung von Bewegungsvorgaben zum Transport granulatgefüllter Behälter in Verarbeitungsmaschinen. Vortrag zur VDI/VDE-Tagung Antriebssysteme 2011. Nürtingen 09/2011, S. 171–182
[DTM12] Döring, M. ; Tietze, S. ; Majschak, J.-P. : Methodenvergleich zum Bewegungsdesign in schnelllaufenden Verarbeitungsmaschinen am Beispiel eines Siegelbackenantriebes mit elastischer Antriebsanbindung. Vortrag zur 16. VDI-Getriebetagung Bewegungstechnik 2012. Nürtingen 09/2012, S. 115–131
[DMHG12] Döring, M. ; Majschak, J.-P. ; Holowenko, O. ; Großmann, K. : Grundlagenunter-suchung zur modellbasierten Bewegungsplanung. In: Tagungsband Fachtagung Verarbeitungsmaschinen und Verpackungstechnik VVD 2012, Dresden. Tagungsband VVD2012 Praxis trifft Wissenschaft. Selbstverlag der TU Dresden 2012, S. 135–148
[DM13] Döring, M. ; Majschak, J.-P. : Berechnung von Bewegungsvorgaben unter Beachtung der Prozessdynamik am Beispiel des schnelllaufenden Transports von kleinformatigen Stückgütern. Vortrag zum 10. Kolloquium Getriebetechnik 2013. Ilmenau 09/2013, S. 187–200
[GKH12] Großmann, K. ; Kauschinger, B. ; Holowenko, O. : Hochdynamische Bahnvorgaben an Verarbeitungsmaschinen effizient abarbeiten. In: Tagungsband sps ipc drives, VDE Verlag, Berlin, Offenbach, 2012, S. 205–214
[GKH13] Großmann, K. ; Kauschinger, B. ; Holowenko, O. : Effiziente Abarbeitung hoch dynamischer Bewegungen. Teil 1: Umsetzung eines Steuerungsansatzes zur effizienten Abarbeitung taktratenabhängiger Bewegungen an Verarbeitungsmaschinen, In: ZWF 108 (2013), Nr. 7–8, S. 498–503, DOI: 10.3139/104.110972
[GKRH13] Großmann, K. ; Kauschinger, B. ; Riedel, M. ; Holowenko, O. : Effiziente Abarbeitung hoch dynamischer Bewegungen. Teil 2: Vorteile und Grenzen beim Einsatz takt-ratenabhängiger Bewegungen an Verarbeitungsmaschinen, In: ZWF 108 (2013), Nr. 9, S. 664–669, DOI: 10.3139/104.110997
[GHR15] Großmann, K. ; Holowenko, O. ; Riedel, M. : Photogrammetrische Bahnvermessung an einer schnelllaufenden Verarbeitungsmaschine. In: Tagungsband der Fachtagung Verarbeitungsmaschinen und Verpackungstechnik VVD 2015 – Praxis trifft Wissenschaft. – ISBN 978-3-86780-430-1, 2015, S. 145–158
[GT17] Golle, C. ; Troll, C. : Mehrkörpersimulation eines ebenen Koppelgetriebes mittels Matlab/ADAMS-Co-Simulation. In: Tagunsband SAXSIM –SAXON SIMULATION MEETING. – ISBN 978-3-96100-011-1, 2017
[HKI17] Holowenko, O. ; Kauschinger, B. ; Ihlenfeldt, S. : Increasing the Performance of Processing Machines by Executing Output Rate Dependent Motion Profiles. In: International Journal of Automation Technology 11 (2017), Nr. 2, S. 165–170, DOI: 10.20965/ijat.2017.p0165
[TSM+18a] Troll, C. ; Schebitz, B. ; Majschak, J.-P. ; Döring, M. ; Holowenko, O. ; Ihlenfeldt, S. : Commissioning new Applications on Processing Machines. Part I: Process Modelling. In: Advances in Mechanical Engineering 10 (2018), Nr. 2, S. 1–12, DOI: 10.1177/1687814018754953
[TSM+18b] Troll, C. ; Schebitz, B. ; Majschak, J.-P. ; Döring, M. ; Holowenko, O. ; Ihlenfeldt, S. : ommissioning new Applications on Processing Machines. Part II: Implementation. In: Advances in Mechanical Engineering 10 (2018), Nr. 2, S. 1–11, DOI: 10.1177/1687814018754955
[TMHI19] Troll, C. ; Majschak, J.-P. ; Holowenko, O. ; Ihlenfeldt, S. : Anwendung prozessorientierter und taktratenabhängiger Bewegungen in Verarbeitungsmaschinen. In: Gössner, S. (Hrsg.): 13. Kolloquium Getriebetechnik. Berlin : Logos Verlag, 2019. – ISBN 978-3-8325-4979-4, S. 249–268 Volltext
[HDI20] Holowenko, O. ; Drowatzky, L. ; Ihlenfeldt, S. : Performance Evaluation of Offline Motion Preparation Approaches on the Example of a Non-Linear Kinematics. In: Applied Sciences 10 (2020), Nr. 22, 8014, DOI: 10.3390/app10228014
[HTIM21a] Holowenko, O. ; Troll, C. ; Ihlenfeldt, S. ; Majschak, J.-P. : A Novel Adaptive Interpolation Approach for the Implementation of Operating-Speed-Dependent Motion Profiles in Processing Machines. In: Engineering Science and Technology, an International Journal 24 (2021), Nr. 6, S. 1308–1317 DOI: 10.1016/j.jestch.2021.03.007
[HTIM21b] Holowenko, O. ; Troll, C. ; Ihlenfeldt, S. ; Majschak, J.-P. : Combining the Advantages of Different Processing Solutions Using a Novel Motion Processing Approach. In: Applied Sciences 11 (2021), Nr. 21, 10238 DOI: 10.3390/app112110238
Kontakt
 © Crispin-Iven Mokry
© Crispin-Iven Mokry
Promovend
NameHerr Dipl.-Ing. Olaf Holowenko
Prozessinformatik und Maschinendatenanalyse
Eine verschlüsselte E-Mail über das SecureMail-Portal versenden (nur für TUD-externe Personen).
Professur für Werkzeugmaschinenentwicklung und adaptive Steuerungen
Professur für Werkzeugmaschinenentwicklung und adaptive Steuerungen
Besuchsadresse:
Kutzbach-Bau, Raum E6 Helmholtzstraße 7a
01069 Dresden