Prozessgerechte Bewertung des thermischen Verhaltens von Werkzeugmaschinen
| Laufzeit: | 05/2003 – 04/2006 |
| Finanzierung: | DFG |
| Bearbeiter: | Dr.-Ing. Günter Jungnickel |
Zielstellung
Das thermische Verhalten der Werkzeugmaschine, d. h. die thermisch bedingte Verlagerung des Wirkpunktes (tool center point), wird in der Regel als instationärer Verlauf der Positionsabweichungen und der Neigungsänderungen im Wirkpunkt unter einfachen Last- und Randbedingungen dargestellt. Prüfvorschriften wie die DIN V 8602 und die ISO 230-3 vereinheitlichen die Durchführung von Messungen und liefern auf deren Basis vergleichbare Ergebnisse. Eine solche rein maschinenbezogenen Bewertung des thermischen Verhaltens liefert allerdings keine direkten Aussagen zur erreichbaren Fertigungsgenauigkeit. Für eine prozessgerechte Bewertung des thermischen Verhaltens der Werkzeugmaschine sind die Bedingungen des Fertigungsprozesses und die Geometrie des zugehörigen Werkstücks in die Betrachtungen einzubeziehen.
Lösungsweg
Die Aufgabe lässt sich effektiv nur mittels Simulation bearbeiten anhand einer "virtuellen" Werkzeugmaschine mit "virtuellem" Fertigungsprozess. Dazu ist das Knotenpunktverfahren mit vereinfachter Verformungsberechnung prädestiniert. Als wesentliche Funktionalität der Werkzeugmaschine ist die Bewegung der Vorschubachsen im Modell als Strukturänderung während der Simulationsrechnung zu berücksichtigen, siehe Bild 1.
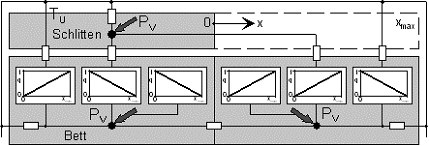
Bild 1: Modellierung der Strukturänderung durch die Vorschubbewegung
Bild 2 zeigt, wie sich die Fertigungsbedingungen für den Zerspanungsprozess im Maschinenmodell abbilden lassen. Die Auswertung der Wirkpunktabweichungen muss positionsabhängig über dem Arbeitsraum erfolgen. Für den Aufbau solcher Simulationsmodelle wurden geeignete Modellobjekte entwickelt, um den Modellierungsaufwand zu senken. Damit lassen sich auf thermischen Modellen der Werkzeugmaschine Fertigungsprozesse simulieren und die maschinenseitig thermisch bedingten Anteile der Werkstückabweichungen bestimmen.

Bild 2: Knotenpunktmodell des Zerspanungsprozesses
Ergebnisse
Die prozessgerechte Bewertung des thermischen Verhaltens der Werkzeugmaschine kann immer nur für ein konkretes Werkstück mit zugehörigem Fertigungsprozess erfolgen. Bild 3 zeigt die Simulationsergebnisse für die Bearbeitung des angegebenen Werkstücks auf einem Bearbeitungszentrum. Die thermisch bedingten Werkstückabweichungen der Formelemente können direkt mit den Werkstücktoleranzen verglichen werden. Damit lassen sich die thermischen Einflüsse von Maschine und Prozess auf das Fertigungsergebnis bewerten.

Bild 3: Wirkpunktabweichung Dx für ein Bearbeitungsbeispiel
Kontakt
 © Crispin-Iven Mokry
© Crispin-Iven Mokry
Research associate
NameMr Dr.-Ing. Lars Penter
Senior Engineer Research and Education
Send encrypted email via the SecureMail portal (for TUD external users only).
Chair of Machine Tools Development and Adaptive Controls
Visiting address:
Kutzbach-Bau, Room 106 Helmholtzstraße 7a
01069 Dresden