Wärmeeinbettung bei FDM-3D-Drucken
Inhaltsverzeichnis
1. Grundlagen der Wärmeeinbettung
1.1. Die Technologie
Werden wärmeleitende Formteile in thermoplastische Bauteile mittels Wärme eingebracht, dann nennt man dieses Verfahren Wärmeeinbettung. Nach dem Abkühlen werden die Formteile vom thermoplastischen Material umschlossen. Durch spezielle Formen und Nuten am Umfang der Formteile erhalten diese einen festen Sitz im thermoplastischen Bauteil.
Das zum Einsetzten benötigte erwärmte Werkzeug wird auf einer konstanten Einsetztemperatur gehalten und überträgt Wärme auf das Formteil. Dafür muss das Werkzeug direkten Zugang und Kontakt zum einzusetzenden Formteil haben.
1.2. Einteilung der Kunststoffe
Kunststoffe werden in Thermoplaste, Duroplaste und Elastomere eingeteilt.
Es eignen sich ausschließlich thermoplastische Kunststoffe zur Wärmeeinbettung.
Thermoplastische Kunststoffe werden in amorphe und teilkristalline Thermoplaste unterteilt:
- Amorphe Thermoplaste besteht aus einer ungeordneten molekulare Struktur und besitzt keinen genauen Schmelzpunkt. Beim Erwärmen folgt auf den festen Zustand erst ein thermoelastischer Bereich bevor der thermoplastische Zustand erreicht wird.
Solche Materialien sind zum Beispiel PMMA, PC, PVC oder ABS. - Teilkristalline Thermoplaste verfügt über eine sehr geordnete Molekülstruktur. Bei Erwärmung verhält sich die Struktur teilkristallin und bleibt, bis zum Erreichen des thermoplastischen Zustandes, unelastisch. Das Material besitzt einen genauen Schmelzpunkt.
Dazu zählen PE, PP, PET.
2. Normteile
Die wärmeleitenden Formteile bestehen üblicherweise aus Messing und bilden Normteile wie Muttern und Schrauben nach. Man bezeichnet diese allgemein als Gewindeeinsätze oder nach Form als Einsetzmuttern, Einsetzschrauben.
2.1. Gewindeeinsätze
Es finden ausschließlich Gewindeeinsätze für zylindrische Aufnahmebohrungen Anwendung.
Abmessungen
Die erhältlichen Abmessungen sind herstellerabhängig und besitzen Größen ab M1,2 bis M12 oder vergleichbare zöllige Werte.
Für dünne Bauteile gibt es kurze Ausführungen bereits ab 2,1 mm. Besser sind Gewindeeinsätze in Standardlänge, denn die Länge der Einbettung ist entscheidend für den festen Sitz im Bauteil.
Bauformen
Lieferbar sind Gewindeeinsätze mit und ohne Kopf, wie in Abbildung 1 und 2.
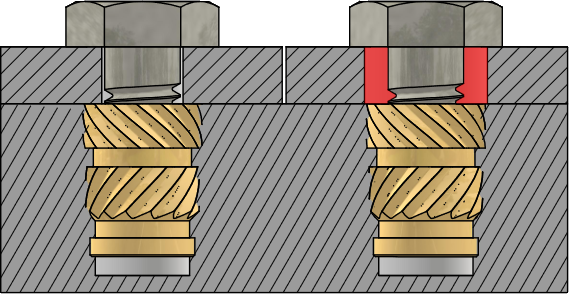
Abbildung 1: Einsetzmutter ohne Kopf, rechts ist die Montagebohrung zu groß
Gewindeeinsätze ohne Kopf werden bündig mit der Einbettebene eingesetzt.
Die Montagebohrung des Gegenstückes muss immer kleiner als der Durchmesser der Einsetzmutter sein, sonst wird die Einbettung mit der Anzugskraft beaufschlagt. Dargestellt in Abbildung 1 rechts, der rote Bereich.
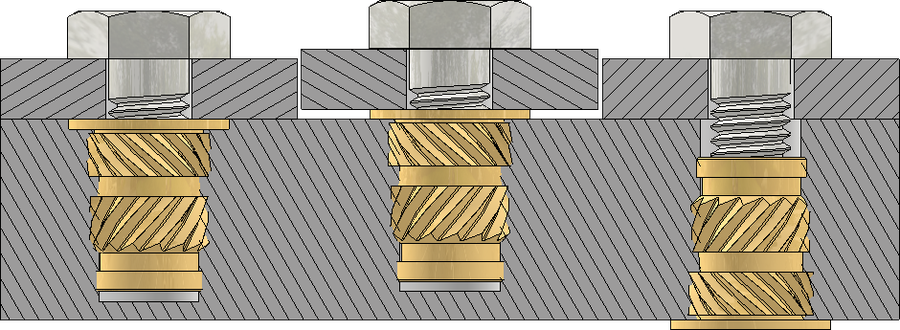
Abbildung 2: Einsetzmutter mit Kopf mit unterschiedlichen Aufgaben
Gewindeeinsätze mit Kopf ermöglichen zusätzlich Verschraubungen mit Abstand der Kopfhöhe oder Verschraubungen, welche gegen Durchzug besser gesichert sind. Dargestellt in Abbildung 2. Sie benötigen dafür mehr Platz auf der Einbettebene gegenüber Gewindeeinsätzen ohne Kopf.
Gewindegrößen
Gewindeeinsätze größer als M4 sind aus technischer Sicht nicht sinnvoll. Die Festigkeit der lösbaren Verbindung übersteigt die Festigkeit der Einbettung erheblich.
Ausgenommen sind Ersatzteile. Dort ist es oft nicht möglich oder empfehlenswert bestehende Gewindegrößen anzupassen.
2.2. Hersteller und Lieferanten von Normteilen
(eine Auswahl, in alphabetischer Reihenfolge)
- Böllhoff Gruppe, www.boellhoff.com
Produktserie: SONICSERT® - Bossard Holding AG, www.bossard.com
Produktserie: Tappex® MULTISERT®, Tappex® MICROBARB® - HA-CO GmbH, www.ha-co.eu
Produktserie: MGT-M..-B..P-.., MGT-M..-B..PSO-.. - Kerb-Konus-Vertriebs-GmbH, www.kerbkonus.de
Produktserie: SonicLok® - PSM CELADA Fasteners, psmcelada.it
Produktserie: SONIC-LOK - ruthex GmbH, www.ruthex.de
Produktserie: ruthex® - SPIROL S.A.S., www.spirol.com
Produktserie: 19, 29, 20, 30
3. Erprobte Materialien und Gewindeeinsätze
3.1. Erfolgreich getestete Materialien zur Wärmeinbettung
- teilkristalline Thermoplaste PLA, ToughPLA
- amorphe Thermoplaste PETG
3.2. Verfügbare Normteile
Die Produktserie ruthex® bezeichnet Einsetzmuttern ohne Kopf. Sie sind aus Messing gefertigt ohne Kadmium und Blei. Der Hersteller beschreibt das Produkt als RoHS Konform.
Lieferbar sind die Größen M2, M2,5, M3, M4, M5, M6, M8 und UNC #2, #4, #8, #10, 3/8", 1/4“ in Standardlänge und zusätzlich M3, M4, M5 in kurzer Länge.
Wie in den Abbildungen sichtbar, schließen die Einsetzmuttern bündig mit der Einbettebene ab. Gut zu erkennen ist die größenabhängige, erforderliche Wandstärke am Umfang. Die Abmessungen des Bauteils müssen dafür ausreichen.
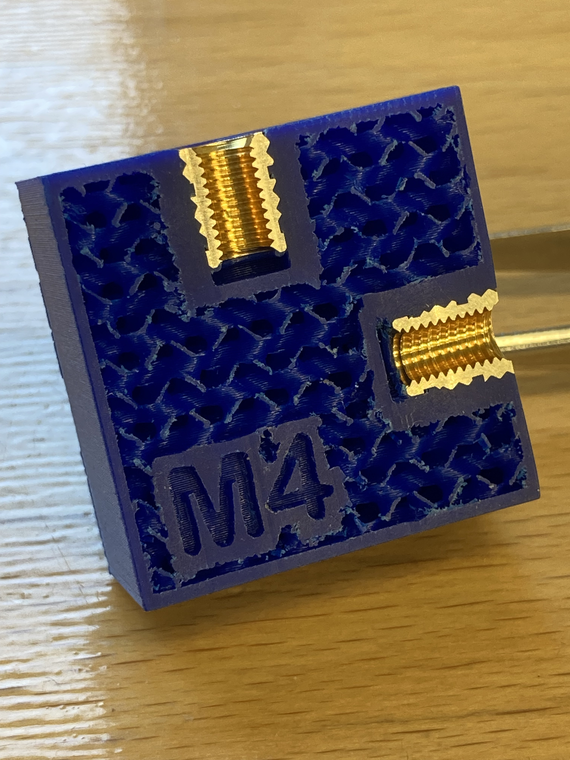
Geschnittenes Funktionsmuster ruthex M4 © Fakultätswerkstatt
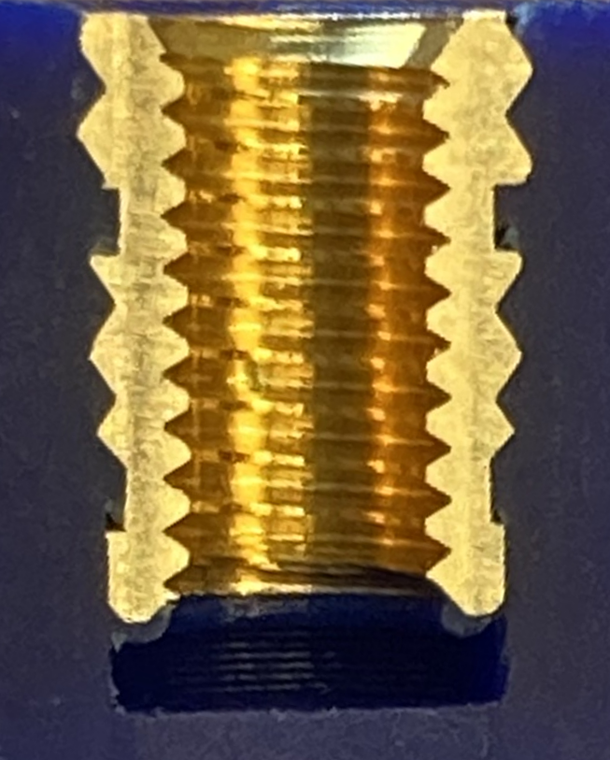

Vergrößerter Schnitt der Einbettung © Fakultätswerkstatt


Gewindeeinsatz ruthex® in 3D Ansicht © Fakultätswerkstatt
Parameter der Aufnahmebohrung
In der Schnittdarstellung sind alle Maße zur Konstruktion der Aufnahmebohrung angegeben. Die Werte sind für jede Gewindegröße der Tabelle unten zu entnehmen.
Die Achse der Aufnahmebohrung muss lotrecht auf der Einbettebene stehen.
Die Länge der Aufnahmebohrung darf nicht kleiner als Parameter L sein. Größere Längen sind zulässig. Die Mindestbreite der Wandung (Parameter T) darf nicht unterschritten werden. Daraus ergibt sich die kleinste Bauteilabmessung (Parameter W).
Zum Einbetten ist auf der Einbetteben eine kreisrunde Fläche mit dem Mindestdurchmesser von Parameter E erforderlich.
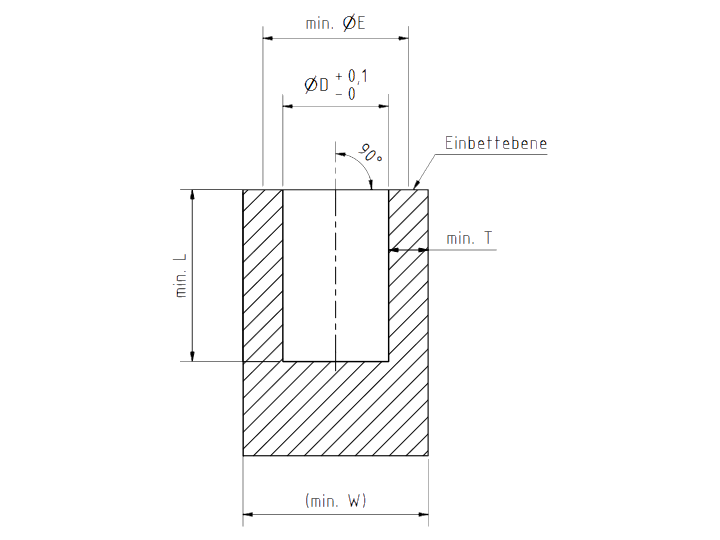
Schnittdarstellung der Aufnahmebohrung
Parameter:
D - Durchmesser der Aufnahmebohrung
L - Kleinste Länge der Aufnahmebohrung
T - Wandung
E - Ebener Werkzeugbereich zum Einbetten
W - Kleinste Bauteilabmessung
Tabelle: Maße in Millimeter für die größenabhängigen Parameter der Aufnahmebohrung
|
Größe |
M2 |
M2,5 |
M3 |
M3 kurz |
M4 |
M4 kurz |
M5 |
M5 kurz |
|---|---|---|---|---|---|---|---|---|
|
am Lager |
ja |
ja |
ja |
ja |
ja |
ja |
ja |
ja |
|
øD |
3,2 |
4,0 |
4,0 |
4,0 |
5,6 |
5,6 |
6,4 |
6,4 |
|
min. L |
5,0 |
6,7 |
6,7 |
5,0 |
9,1 |
5,0 |
10,5 |
6,8 |
|
min. T |
1,3 |
1,6 |
1,6 |
1,6 |
2,1 |
2,1 |
2,6 |
2,6 |
|
min. øE |
5,5 |
6,5 |
6,5 |
6,5 |
9,0 |
9,0 |
9,5 |
9,5 |
|
min. W |
5,8 |
7,2 |
7,2 |
7,2 |
9,8 |
9,8 |
11,6 |
11,6 |
4. Konstruieren für eingebettete Normteile
Für den festen Sitz der Normteile im Bauteil ist zusätzlich eine Wandung aus Vollmaterial erforderlich. Diese ist für jedes Normteil vom Hersteller festgelegt und sollte bereits bei der Konstruktion hinzugefügt werden.
5. Bauteile mit Wandungen erstellen
Die Wandung ist erforderlich um dem Gewindeeinsatz größtmöglichen Halt zu bieten. Im 3D-Druckteil ist dieses Volumen unbedingt vollständig gefüllt herzustellen. Das Hinzufügen von Volumendefinitionen in der 3D-Drucksoftware ist oft umständlich. Einfacher geht es beim Konstruieren im CAD. Geometrisch gesehen sind Wandungen Hohlzylinder.
5.1. Wandungen der Konstruktion hinzufügen
Um Wandungen zum Bauteil hinzuzufügen muss eine Baugruppe erstellt werden. Hauptelement dieser Baugruppe ist das Bauteil mit den Bohrungen für die Gewindeeinsätze.
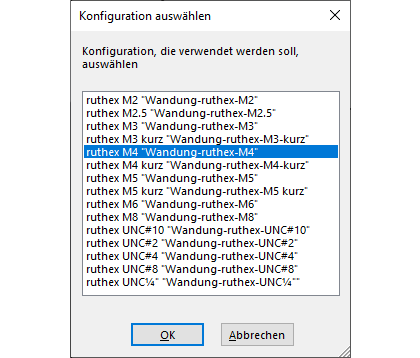
Für Autodesk Inventor und SolidWorks wird eine Bauteildatei Gewindeeinsatz-Wandung bereitgestellt, welche die Definitionen der Wandungen enthält. Beim Einfügen des Bauteils kann die benötigte Größe direkt ausgewählt werden.
Die Nutzung der Konfigurationsdatei ist ausschließlich für Lehrzwecke der TU Dresden zulässig.
Der Download ist nur mit Login möglich.
Konfigurationsdatei: Gewindeeinsatz-Wandung.ipt
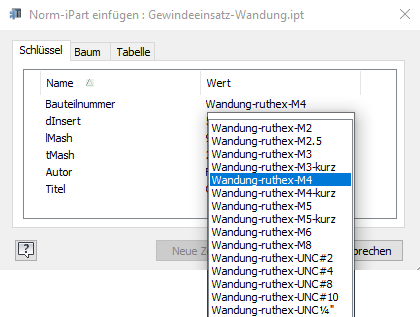
Auswahldialog für die Konfiguration in Autodesk Inventor
Abschließend werden die eingefügten Wandungen und die dazugehörenden Bohrungen in der Baugruppe mit Abhängigkeiten versehen.
Abhängigkeiten je Bohrung hinzufügen:
- Hefterlasche Baugruppe, Typ: Einfügen, Modus: Ausgerichtet
- Auswahl 1: obere Bohrungskante der Wandung
- Auswahl 2: Kante der Bohrung am Bauteil
- Anwenden
Die Nutzung der Konfigurationsdatei ist ausschließlich für Lehrzwecke der TU Dresden zulässig.
Der Download ist nur mit Login möglich.
Konfigurationsdatei: Gewindeeinsatz-Wandung.sldprt
Auswahldialog für die Konfiguration in SolidWorks
Abschließend werden die eingefügten Wandungen und die dazugehörenden Bohrungen in der Baugruppe mit Verknüpfungen versehen.
Verknüpfung je Bohrung erstellen:
- Bohrungskante der Wandung auswählen
- Bohrungskante im Bauteil auswählen
- Verknüpfungstyp: Konzentrisch und Deckungsgleich
- Verknüpfungsausrichtung: Ausgerichtet
- Verknüpfung ferigstellen
Die CAD-Datei der Baugruppe ist Grundlage für einen erfolgreichen 3D-Druck.
5.2. Wandungen im Druckmodell festlegen
Für den 3D-Druck wird das Bauteil mit der Software UltiMaker Cura vorbereitet. Zusätzlich zum Bauteil werden die Wandungen benötigt. Alle Komponenten werden aus der Baugruppe abgeleitet und jeweils in eine STL-Dateien gespeichert.
Speichern als STL-Datei
Datei> Speichern unter> Kopie speichern unter
oder
Datei> Exportieren> CAD-Format
Im Dialog Speichern unter
- Dateityp: STL-Datei (*.stl)
- Schaltfläche "Optionen..."
- Format: Binär
- Einheiten: Millimeter
- Struktur: Eine Datei pro Bauteilinstanz
- Auflösung: Hoch
Speichern als STL-Datei
Datei> Speichern unter…
Im Dialog Speichern unter
- Dateityp: STL-Datei (*.stl)
- Schaltfläche "Optionen..."
- Ausgabe als: Binär
- Einheit: Millimeter
- Auflösung: Fein
- KEINEN Haken bei “Alle Komponenten einer Baugruppe in eine Datei speichern“
In UltiMaker Cura sind alle erzeugten STL-Dateien zu öffnen. Die Lage auf der Bauplattform bleibt vorerst unbeachtet.
Danach werden der Reihe nach alle Objekte die Wandungen darstellen ausgewählt und angepasst.
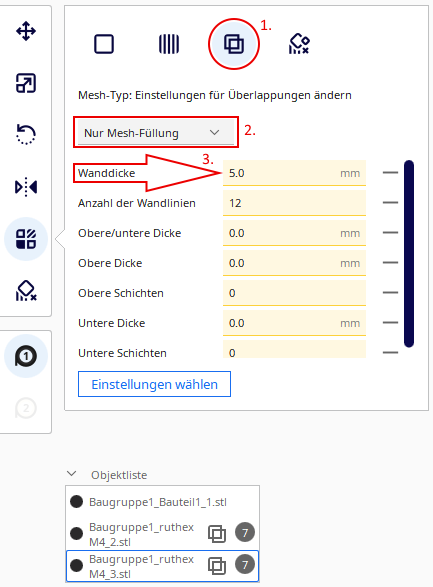
Cura Objektliste und Dialog "Einstellungen pro Objekt"
Die Auswahl geht sehr einfach über die Objektliste am linken Rand. Zum Anpassen wird Option „Einstellungen pro Objekt“ gewählt und im Optionsmenü das dritte Icon „Einstellungen für Überlappungen ändern“ aktiviert.
Wenn erforderlich mit „Einstellungen wählen“ im Abschnitt „Wände“ die Einstellung „Wanddicke“ auswählen und „Schließen“.
Das Abrollfeld bleibt bei „Nur Mesh-Füllung“.
Bei der „Wanddicke“ wird ein Wert mit mindestens der dicke der Wandung eingegeben.
Das wird für alle Wandungen wiederholt.
Um das Bauteil abschließend zusammenzufügen werden alle zusammengehörenden Objekte ausgewählt und mit „Alle Modelle zusammenführen“ verschmolzen. Das erfolgt unter Berücksichtigung des ursprünglichen Koordinatensystems der Baugruppe. In der Objektliste wird das Objekt mit „MergedMesh“ angezeigt. In der VORSCHAU sind die zusätzlichen Wandlinien sichtbar.
Erst jetzt kann das Bauteil sicher verschoben, gedreht oder vervielfacht werden.