Forming dies made of HPC for sheet metal hydroforming
Table of contents
Project data
| Titel | Title Entwicklung von formgebenden Werkzeugen aus hydraulisch gebundenen Werkstoffen für die wirkmedienbasierte Blechumformung | Development of forming dies made of hydraulic binder agent materials for sheet metal hydroforming Förderer | Funding Deutsche Forschungsgemeinschaft (DFG) Zeitraum | Period 04/2007 – 03/2009 (1. period), 01/2010 – 10/2012 (2. period), project completion: 09/2013 Leiter | Project manager Prof. Dr.-Ing. Dr.-Ing. E.h. Manfred Curbach Bearbeiter | Contributor Dipl.-Ing. Robert Ritter Partner | Partner Institut für Umformtechnik und Leichtbau, TU Dortmund |
Report in the yearbook 2013
Sheet Metal Forming with Concrete Dies

Concrete die with a bowl geometry with by-form element and formed sheet metal.
An increasing number of varying formed sheet metals, especially in small and medium batch production, induce the development of more efficient forming processes and more economical fabrication procedures for forming dies. In the range of sheet metal hydroforming for the fabrication of forming dies, ultra high performance concrete with uniaxial compressive strength up to 150 N/mm² is an alternative to conventionally used metallic materials.
With a fine-grained steel fibre reinforced ultra-high performance concrete the applicability of concrete as a material to fabricate forming dies could be shown for sheet metal hydroforming and internal sheet metal hydroforming. Good forming results were attained by sheet metal hydroforming at a forming pressure of 50 N/mm². The continued increase of forming pressure only led to little improve of shape accuracy of the formed sheet metals. In the ultimate loading test the concrete forming die failed at an active fluid pressure of 96.5 N/mm².
During the sheet metal hydroforming process, multiaxial stress states occur in the forming die. Depending on the stress ratio, the multiaxial loading state has an increasing or decreasing effect on the concrete strength, which is responsible for the forming die’s capacity to withstand stresses. Because of the rather small tensile strength of concrete, multiaxial tension-compression-compression stress states acting in the concrete die result in its passing the withstand limit. In this context, it is not the ultimate strength but rather the limit of elasticity which is valid because plastic deformations must not occur in the die used to fabricate sheet metals with equal contours. To pre-estimate the applications of concrete dies for forming processes and to optimise and design efficient die geometries through simulations, the material behaviour must be known. Therefore, multiaxial loading tests with primary tension-compression-compression stress states were conducted to determine the material behaviour experimentally.
Hypersurfaces were deduced from the measured stress-strain-relationships to predict the strength at the limit of elasticity and ultimate strength . Apart from this, a model to determine the stress-strain-behaviour could be developed. These results now should be implemented in a FE-program to use it for simulations of forming processes.
Report in the yearbook 2012
Sheet Metal Forming with Concrete Dies

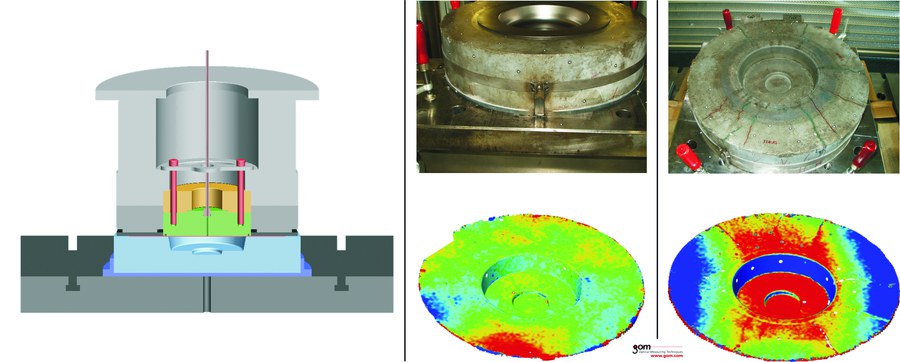
Concrete forming die in a high pressure sheet metal forming press
To form sheet metals contour setting forming dies are used at forming processes. Thereby conventional deep drawing methods require a casting form and a punch, which presses the sheet metal into the casting form. For sheet metal hydroforming processes the punch is replaced by a liquid medium, which has proven to be advantageous for the forming process and leads to material savings. The objective of this research project is the substitution of conventional steel and alloy forming tools by forming dies make of hydraulic concrete in order to increase the efficiency of sheet metal hydroforming especially for small badge production.
The general suitability of a fine-grained ultra-high performance concrete with steel fibre reinforcement for small forming dies with a simple geometry has already been proven in the previous year. Therefore the aim of the recent research is to extend the field of application for those concrete forming dies. In this context the employment of concrete for large-sized forming tools with complex geometry and for internal high pressure hydroforming process is analysed.
Tests with a large-sized concrete die with trough geometry reveal good forming results. The formed sheet metals show equivalent contours also after several forming procedures with the die. The serviceability limit state of the dies can be increased significantly by applying a lateral pressure. A passive pressure generated by constrained lateral strains due to an interlocking of the adjusting device of the press with the margins of the forming die is sufficient for this purpose. This principle already exists for internal high pressure hydroforming processes: The forming dies consisting of two parts are fixed in the adjusting device of the press while the sheet metal pre-product (e.g. a steel tube) is placed between both die parts. The liquid medium is applied into the sheet metal pre-product after the closure of the press and with increasing pressure the sheets assume the shape of the forming dies. The sheet metals formed with internal high pressure hydroforming process show an equivalent contour accuracy as sheet metals formed with high pressure hydroforming process.
Report in the yearbook 2011
Forming Dies Made of Hydraulic Binder Agent Materials

Tetrahedron framework in cubic cast before concreting
Due to the development of ultra high performance concrete, which have uniaxial compressive strengths of more than 150 N/mm², new application fields for concrete open even beyond the field of civil engineering. For example, forming dies made of hydraulic binder agent materials can be applied for sheet metal hydroforming, which is advantageous especially concerning small and smallest batch production. Due to the casting process of the concrete dies in form-giving moulds, these do not require further treatment and are ready for use 24 hours after casting because of a subsequent heat curing. First tests on concrete dies showed that forming products with the required contour accuracy can be produced up to a forming pressure of 80 MPa. This means that the forming die shows elastic material behaviour up to this pressure.
For an efficient design of the dies, it is necessary to simulate the forming process in advance with realistic simulations, in order to use positive material properties such as the increase in strength at multiaxial compressive stress states to full capacity or to consider negative aspects e.g. the low tensile strength. In order to obtain a realistic simulation, the implemented material law of the applied concrete is of great importance. To set up such a law, we performed tension-compression-compression tests on cubic specimens to find out the maximum strength as well as the deformation behaviour. Before concreting, a tetrahedron-shaped arrangement of six Fiber Bragg grating sensors on a framework inside the casting mould takes place to determine the strains. These Fiber Bragg gratings have been verified in advance to not have any effect on the material behaviour.
By means of the obtained test results, the normal strains in normal stress directions are calculated. The previous results demonstrate that the applied concrete shows elastic material behaviour until failure due to tension, in case of an occurring tensile stress component as the maximum stress of the three directions. Due to increasing compression and decreasing tension, the range of non-linear material behaviour increases at loadings close to the maximum stresses. When designing structures which are exposed to multiaxial loading, multiaxial stress states with great tensile stress components should be avoided, because of the low tensile strength of concrete, to be able to maximise the strength in the range of the linear-elastic material behaviour.
Report in the yearbook 2010
Concrete Dies for Sheet Metal Hydroforming

Forming die with a confinement system to apply a confinement pressure actively and hydroformed metal sheet
This research project is about developing forming dies made of hydraulic binder agent materials for sheet metal hydroforming and simulating the material behaviour realistically. Good results have been obtained by a concrete die made of fine-grained steel fibre reinforced ultra high performance concrete, which realised producing several sheet metals of similar contours at a forming pressure of up to 80 MPa.
The strength of a forming die can be increased by utilising the multi axial state of compressive stresses. Therefore, a second forming die has been developed to be able to apply a confinement pressure of up to 20 MPa. This way, metal sheets could be formed up to a forming pressure of 100 MPa without any deformation occurring on the forming die. Further tests shall determine the limit forming pressure.
For an efficient design of the forming dies, it is important to simulate the forming process by material-related load-deformation-relationships. Concluding from the test results of the die without confinement pressure, a multi axial compression-compression-tension stress state led to the failure of the forming die. For this kind of loading, tests on cubic specimens are planned. To record the deformation of the specimens, a measuring technique is developed at present, where so far the deformation of the material is not determined indirectly by measuring deformations at load transfer appliance, but automatically inside of the specimens. For this purpose, fibres with Bragg gratings, which are applied on a tetrahedron-shaped frame, are cast into the specimen. In order to verify this measuring technique, uniaxial compression and tension stress tests have already been conducted, where the deformation was recorded by means of strain gauges. The tests showed that Fibre-Bragg-gratings are adequate for measuring small deformations of the specimens. Also, the investigations revealed, the inhomogeneity of the fine-grained concrete has no impact on the measurement of the 5 mm long Bragg-gratings, respectively the test results disperse as much as the results of usual strain gauges. Eventually, Fibre-Bragg-gratings are cast into the cubic specimens and the results will compared to those of the strain gauges applied on the concrete surface to be able to verify this measuring technique.
Report in the yearbook 2009
Forming Dies Made of Hydraulic Binder Agent Materials
Forming process set-up and plastic deformations of the forming die after loading at various load levels
The increase in the number of formed, sheet metal dies used particularly in small and medium batch productions, requires the development of ever more efficient form fabrication processes, as well as increased economies of scale. for the fabrication of forming tools. This research project analyzes the capacity and limits of sheet metal hydroforming dies of cementitious materials.
Initially, a concrete with a compressive strength up to 100 MPa and a smooth, high density surface had to be found. The use of a fine-grained steel fibre reinforced concrete enabled the fabrication of a prototype that successfully fulfilled these requirements. Sheet metal formed from the prototype die showed positive results. As expected, contour accuracy increased with increasing forming pressure. A radius of 2.5 mm could satisfactorily be formed at 60 MPa; however, initial cracking began to appear at a pressure of 80 MPa. Initial cracking defines the limit load in order to obtain consistent results throughout the forming process. The ultimate failure of the die occurred at 95 MPa.
One option for increasing the load limit of the forming die is the application of a confining pressure. Tests with cylindrical specimens showed that a passive confinement, i.e. confining pressure from constrained lateral strains, did not have appreciable effects. Applied passive confinement systems included a spiral rebar, carbon-sheets and a steel tube. In order to compare the results from passive confinements, multaxial compressive strength tests were conducted on cubical specimens of various concrete ages. The amount of the applied confinement pressure was 10 % of the principal stress. Compared to unconfined conditions, the material load limit increases 100 % for three-day-old concrete and 20 % for concrete at 28 days of age.
Another positive effect is caused by heat curing the concrete after removing it from the mold. Advantageous material properties such as a high Young’s Modulus and high compressive strength could further be improved at a very early stage. This allows the use of the die 48 hours after casting. In addition, the process of shrinkage is accelerated during heat curing so that subsequent shrinkage is negligible.
A new active confinement system was developed to be used in conjunction with concrete forming dies. This confinement system allows for the active application of up to 20 MPa of lateral pressure. A test-run of this actively confined forming die is currently underway as part of on-going research.